-
İbre sınır pimli basınç ölçerler için doğruluk sınıfı Open or Close
İbre sınır pimli basınç ölçerler için doğruluk sınıfı aralığın %10 ile aralığın %100’ünü kapsar.
İbre sınır pimi olmayan sıfır göstergeli basınç ölçerler için doğruluk sınıfı, aralığın %0’ı ile %100’ünü kapsar ve
“sıfır” doğruluk kontrol noktası olarak kullanılır. (EN 837-1)Oktay Tamer DOĞAN (06.01.2018) -
"Geçerli Kılma” ve “Doğrulama” terimleri Open or Close
"Geçerli Kılma” ve “Doğrulama” terimleri birbirine karıştırılmamalıdır. 17025 standardının İngilizce orijinal versiyonunda (ISO/IEC) bu terimler “Validation” ve “Confirmation” olarak ifade edilmektedir. Türkçe versiyonunda (TS EN) bu kelimelerin karşılığı "Geçerli Kılma” ve “Doğrulama” olarak verilmiştir.
Standart metotlar kullanılıyorsa, bu metotların doğrulaması yapılmalıdır. Yani, "Confirmation" yapılmalı. Verification (Verifikasyon) tanımlaması da kullanılmaktadır)
Standart metotların dışında bir metot kullanıldığında ise metotlar geçerli kılınmalı Yani, Validasyon yapılmalı (validate)

-
“Transmitter cihazları ölçüm değerini 4-20 mA akım olarak verirler” Peki neden 4 mA, neden 20 mA hiç düşündünüz mü ? Open or Close
“Transmitter cihazları ölçüm değerini 4-20 mA akım olarak verirler” Peki neden 4 mA, neden 20 mA hiç düşündünüz mü ?1) 30 mA bir akım değeri insan kalbini durdurabilir, bu nedenle insana zarar vermeyecek bir değer olan 20 mA seçilmiştir.
2) Yarı iletken cihazların çalışması için 3 mA akım gerektiğinden, standardın 3 mA üzerinde olması gerekiyordu ve bu yüzden 4 mA oldu.
3) Standart 3-30 mA limit aralığında lineer olmalıydı ve bunu karşılayacak 2 değer aralığı vardı; 5-25 mA ve 4-20 mA.
Standardın 0; % 25; % 50; % 75; % 100 değerlerinin kolayca hesaplanabilmesi önemliydi, 4-20 mA sinyalde; 4,8,12,16, ve 20 mA olarak % 0; % 25; % 50; % 75; % 100 oranları kolayca hesaplanabileceği görüldü.
Ayrıca hesaplamaları 2’nin katları ile yapmak kolay olduğundan 4-20 mA oylamayı kazandı.
4) 4 mA yerine 0 kullanılsaydı, bu değerin ölçüm değeri olup olmadığını veya sinyalin aktarımı (kablo kopması vb.) sorunu olup olmadığını anlaşılamayacaktı.

-
°C sembolü Open or Close
°C sembolü derece Celsius birimini ifade etmektedir. Bu birim 1954 yılında 273,15 ten çıkartılarak kelvin birimine izlenebilirliği sağlanmış ve SI birimler sisteminin tanımladığı bir sıcaklık birimi olmuştur. Birimin adı Bilim insanı Anders Celsius'a atfen verilmiştir.
°C sembolü Günümüzde halen birçok platformda Literatürden kaldırılmış olan "santigrat" birimi ile ifade edilerek hatalı bir yaklaşım sergilenmektedir.Tanımdan anlaşılabileceği gibi santigrat, gratın (grad = derece) yüzde biridir. Yüz anlamındaki centum ve derece anlamındaki gradus Latince kelimelerinin birleştirilmesi ile türetilmiştir. Kelime günümüzdeki kullanım biçimi ile Türkçeye Fransızcadan girmiştir.
Santigrat, aynı zamanda açı ölçmekte de kullanıldığı için birçok dilde kullanımını aynı zamanda da daha kesin bir ölçek olan derece celsiusa bırakmıştır.örnek bir doğru ifade;
20 °C (20 derece celsius)

-
12390 beton presi Open or Close
Saygıdeğer takipçilerim;
Bilindiği üzere EN 12390-4 standardı 2025 yılında revizyon gördü. Yeni standart ile birlikte artık Beton test preslerine farklı açılardan bakmak gerekmektedir. Makinenin kuvvet ölçme sisteminde sınıflandırma yine ISO 7500-1 standardına atıf ile yapılacak. Ancak Makineler artık A ve B diye ikiye ayrılarak tanımlanacak ekteki görselden de anlaşılacağı üzere başlık testleri ile ilgili toleransların nasıl farklılık gösterdiğini göreceksiniz.
Haziran 2025
-
17025 madde 6.2.6 Open or Close
Bazen ihmal edilebilen bir husustan bahsetmek istiyorum;ISO 17025 madde 6.2.6 içeriğinde Sonuçların gözden geçirilmesi gerekliliği belirtilmiş. Müşteriye sonuçlar gönderilmeden önce farklı bir gözle genel bir kontrol yapılması önemlidir. Raporların ön sayfasında onaylayan kısmında yer alan imzalar kuruluşu temsilen, kuruluş yöneticisi unvanıyla atılmaktadır. Onaylayan şeklinde İmzayı atan kişinin belki de hiçbir teknik yetkinliği yoktur. Sonuçların teknik olarak kontrolü yapılmalı ve kontrol yapıldığına dair bir kaydın gösterilmesi gerekebilir. Örneğin bir bölümde birden fazla personel vardır, ama bölümün bir sorumlusu vardır. Bölümde üretilen sonuçları kontrol etme görevi kendisine verilmiştir. Kendisi başka bir bölümde sonuç elde ettiğinde, diğer bölümün sorumlusu onun sonuçları kontrol etmektedir vb. Örneğin bir kalibrasyon sertifikasında kontrol edildiğine dair bir paraf veya benzeri bir işaret son sayfada verilebilir.
Kasım 2025 -
20 Mayıs 2018'de kutlanacak Dünya Metroloji Gününe kadar çok az kaldı Open or Close
Bu yılın teması; 'constant evolution of the International System of Units' (Uluslararası Birimler Sistemindeki doğal sabitlerin evrimi/gelişimi) olacak.Bu Tema, Kasım 2018'de, Uluslararası Ağırlıklar ve ölçüler Genel Konferansı'nın, kurulduğu günden bu yana Uluslararası Birimler Sisteminde (SI) en büyük değişikliklerden birini karara bağlayacak olması için seçilmiştir.
Doğal sabit evrimi/gelişimi
SI için önerilen bu değişiklikler, doğal sabitlerin temel standartların temeli olarak kullanan yeni ölçüm yöntemlerine yapılan araştırmaların sonuçlarına dayanmaktadır. Böylece SI, her biri fizik yasalarına bağlı bir dizi tanım ile desteklenecek ve gelecek yılların ihtiyaçlarını karşılamak için ölçüm bilimi ve teknolojisindeki daha fazla gelişmeyi benimseyebilme avantajına sahip olacaktır.Her yıl bir Dünya Metroloji Günü posteri, bir Bölgesel Metroloji Organizasyonu üyesi enstitüsü tarafından tasarlanmaktadır. 2018 yılı posteri ise EURAMET'in İsviçre Ulusal Ölçüm Kurumu üyesi METAS tarafından tasarlandı. 'Doğal sabit evrimi' sloganı, ise INRIM, İtalyan Ulusal Metroloji Enstitüsü ve ayrıca bir EURAMET üyesi tarafından önerildi.
Oktay Tamer DOĞAN ( 07.05.2018 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung#calibration #SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume#denetim #laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit#basınç #sıcaklık #hacim #kuvvet #terazi #tork #kütle #measurement#messunsicherheit #messen.

-
Akışkanlar dinamiğinde Bernoulli prensibi Open or Close
Akışkanlar dinamiğinde Bernoulli prensibi, sürtünmesiz bir akış boyunca, hızda gerçekleşen bir artışın aynı anda ya basınçta ya da akışkanın potansiyel enerjisinde azalmaya neden olduğunu ifade eder. Bernoulli prensibi, adını Hollanda-İsviçre kökenli matematikçi Daniel Bernoulli'den almıştır.
-
Akreditasyon sürecine yönelik bilgiler Open or Close
Akreditasyon sertifikasında akreditasyonun başlangıç tarihi olarak karar tarihi verilir. Sertifikanın geçerlilik süresi, gözetim denetimlerinin başarılı olması şartıyla karar tarihinden itibaren 48 aydır. Akreditasyon yenileme denetiminin 48 aylık geçerlilik süresi içinde yapılması halinde 4 aylık ilave bir süre için uzatılır.
Akredite UDK’ya, akreditasyonun verildiği tarihten itibaren en geç 12 ay içinde ilk gözetim denetimi düzenlenir. UDK’nın makul gerekçeler sunması şartıyla ilk gözetim denetimi en fazla 1ay geciktirilebilir. Ayrıca ilk gözetim denetimi planlanırken yapılacak denetim tarihinin ilk akreditasyon denetiminden itibaren 18 ayı geçmemesine dikkat edilir. İlk gözetimi takip eden rutin gözetim denetimleri 12 ayda bir yapılır. Rutin gözetim denetimlerinde 2 aylık bir sapmaya izin verilebilir. Makul gerekçelerle (kapsam genişletme talebi, şikayet, UDK’nın
faaliyet alanına ilişkin düzenlemelerdeki ve standartlardaki değişiklikler, UDK’nın yapısındaki değişiklikler, akreditasyonun askı durumu vb.) gözetim denetimi 2 aydan daha fazla erkene alınabilir, ancak bu durumda takip eden gözetim /akreditasyon yenileme denetimleri arasındaki süreler 14 ayı aşmamalıdır. Bir akreditasyon çevrimi boyunca rutin olarak 3 gözetim denetimi yapılması öngörülmekle birlikte yukarda belirtilen nedenlerle bu sayı artabilir. Gözetim denetimi planlanırken mevcut olması halinde EA MLA anlaşmasını imzalamış diğer bir akreditasyon kuruluşu tarafından en fazla üç aylık bir süre önce gerçekleştirilmiş denetim sonuçları göz önünde bulundurulur.
(Kaynak: P701 Türkak) -
Almanlar zamanı yeniden keşfetti Open or Close
Almanya ulusal metroloji enstitüsü (Physikalisch-Technische Bundesanstalt PTB) bilim insanları İterbiyum (Ytterbium) iyonları (Yb +) esasına dayanan yeni bir optik atomik saat keşfettiler. Bu saat, önceki Sezyum (Cesium) atomik saatlerden yüz kat daha yüksek doğruluğa sahip olacak.PTB tarafından keşfedilen ve 10E-16 s / Yıl belirsizliğine sahip olacak yeni atomik saatlerin kullanılmasına çok az kaldı.
bu saat'in dünya çapında şimdiye kadar en istikrarlı optik saat olduğu ve türünün en doğru saati olduğu belirtilmektedir.
Oktay Tamer DOĞAN (25.12.2017 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle

-
Analog termometrelerde ölçüm aralığı Open or Close
DIN EN 13190 Standardına göre analog termometrelerde ölçüm aralığı ile gösterge aralığı kavramları birbirine karıştırılmamalıdır. Örnek Görselde kalın ok işaretlerinden anlaşılacağı üzere bu termometrenin ölçüm aralığı -20 °C ... 40 °C dur ve kalibrasyon bu aralıkta yapılmalıdır. EN 13190 a göre sapma sınırlarını da ekteki görselde verilmiştir.Oktay Tamer DOĞAN


-
Atmosfer basıncının mutlak olarak tespit edilmesi sonucunda Open or Close
Denetimlerde bazı laboratuvarlara kapsamında olmasına rağmen uygulamada kimi yerde -0,9 bar'a, kimi yerde -0,85 bar'a inemediği için uygunsuzluk yazıldığını biliyoruz. Evet, normalde bu değer kapsamda talep edilmiş ve uygulamada bu değer ölçülememiş ise uygunsuz bir durumdur. Ancak her yer için bu geçerli değildir.Mutlak basıncın 0,9 dan büyük olduğu yerlerde bu durum söz konusu olabilir sadece. Örneğin, Erzurum gibi bir yerde -0,9 bar değerine düşülmesini beklemek hatalı bir davranıştır. Denetimin yapıldığı bölge için atmosfer basıncının mutlak olarak tespit edilip buna göre uygulamadaki performansı görmek gerekir. Örneğin mutlak basıncın 850 hPa olduğu bir bölgede vakum ile -0,85 bar değerine düşülebiliyorsa, pek tabi ki deniz seviyesinde de -0,9...-0,95 bar değerine yakın ölçümler elde edilebilir. Bu yüzden bir kalibrasyon laboratuvarı kendi ilinde var olan atmosfer basınç değerini göz önüne alındığında inilebilecek en iyi seviyeye iniyorsa, deniz seviyesinde elde edlecek basınç değerlerine de inebileceği varsayılarak akreditasyon kapsamı verilmesinde hiç bir sakınca yoktur.
Oktay Tamer DOĞAN ( 05.11.2017 )

-
Avogadro projesi Open or Close
Kaç atom, 1 kg yapar ?Cevaba az kaldı;PTB kontrolünde yürütülen Avogadro projesi tamamlanmak üzere...Elveda platin-iridyum prototipler, hoş geldiniz silisyum küreler...
-
Ayar Open or Close
Dahili ayar, harici ayar!
Bir terazide diyelim ki tartım sonucu 100 gramda 97,6 geldi. Müşteri bu değerin toleranslarının oldukça dışında olduğunu söyledi ve mümkünse cihaz için ayar işlemi talep etti. Kalibrasyon firması “cal” düğmesine bastığında otomatik ayarlama, yani dahili ayarlama yapıldı. Birde bakıldı ki, kalibrasyon operatörünün kefe üzerine koyduğu 100 g kütle değerine sahip standart ağırlık terazide yine 97,6 g olarak okundu. Çünkü yapılan işlem dahiliydi, terazinin içindeki ağırlığa göre ayar yapılıyordu. Bu sefer kalibrasyoncu ayar özelliğini menüye girerek dahiliden hariciye çevirdi ve kendi standart ağırlığına göre ayar yaptı. Artık ekranda tartım sonucu tam 100,0 olarak okunuyordu. Kalibrasyon yapıldı ancak kalibrasyon firması gittikten sonra birisi menülere girip, ayar özelliğini tekrar dahiliye getirdi ve “cal” düğmesine yeniden bastı. Bu durumda kalibrasyon sertifikasının, yapılan ayarın, yapılan işlemlerin falan bir önemi kalırmı sizce?
Ekim 2025 -
Bağıl nem ölçer cihazlarının kalibrasyonu Open or Close
Bağıl nem ölçer cihazlarının kalibrasyonu mutlaka sıcaklığa bağlı olarak yapılmalı ve ölçülen bağıl nem değerinin tespit edildiği sıcaklık değeri de sertifikada verilmelidir. ayrıca sıcaklık etkisinin bağıl nem değeri üzerindeki etkisi bir belirsizliği de yanında getireceği için Belirsizlik bileşeni olarak dikkate alınmalıdır.
Bağıl nem, havada bulunan su buharına ait kısmi basıncın, aynı sıcaklıktaki suyun denge buhar basıncına oranıdır. Başka bir deyişle bağıl nem, havanın belirli bir sıcaklıkta taşıyabileceği nem miktarının yüzde kaçını taşıdığını belirtir.
Bağıl nemin %100 olması, havanın artık suyla doyurulmuş olması demektir. Bu durumda hava daha fazla su alamayacak ve havaya katılmaya çalışan buhar yoğuşarak sıvı haline dönüşecektir. Bağıl nem %100'den küçük bir değerdeyse buharlaşma gözlenir. Mesela havanın bağıl nemi %50 ise yağmur yağma ihtimali olmayabilir fakat bağıl nem oranı %95 ise büyük ihtimalle yağmur yağacaktır.
Bağıl nem sıcaklık ile ters orantılıdır aynı zamanda bağıl nem çöl gibi kurak yerlerde az, ekvatoral bölge ve deniz kıyıları gibi yerlerde fazladır. Bağıl nem (b), mutlak nem (m) ve azamî nem arasında {b = m / a •100} bağıntısı bulunmaktadır.
Oktay Tamer DOĞAN (20.12.2017 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle

-
BASINÇ / MEASUREMENT SPAN Open or Close
Basınç standartlarında bahsedilen "Ölçüm aralığı" ifadesinin çoğu zaman yanlış anlaşıldığını görmekteyiz. "Ölçüm aralığı" ifadesi bazen "Maksimum kapasite" veya "Ölçme sahası" kavramları ile karıştırılmaktadır. Hem DKD R 6.1 hem de Euramet cg-17 rehber dokümanlarında ve ayrıca EN 837-1 standardında bahsedilen, Almanca da "Meßspanne" İngilizce de "Measurement span" olarak ifade edilen kavramın Türkçe karşılığı "Ölçüm aralığı" dır.
TS EN 472 standardında Ölçüm aralığının anlamı şu şekilde ifade edilmiştir;
Skala başlangıç değeri ile bitiş değerinin arasındaki farkın mutlak değer olarak ölçüsüdür.
Örnek - Ölçme alanı -200 mbar +400 mbar olan bir basınç ölçer cihazının Ölçüm aralığı 600 mbar’dır.
Yani böyle bir basınç ölçer için "kapasite" kavramı kullanmak çok doğru olmayacaktır. Standartlarda bahsi geçen, "ölçüm aralığı" ifadesini kullanmak yerinde olacaktır.
Fotoğrafta gösterilen manometrenin Ölçüm aralığı 26 bar dır. Ve doğruluk hesaplamalarında bu rakamın dikkate alınması önem arz etmektedir.
-
Basınç belirsizlik yaklaşımı Open or Close
Basınç alanında en çok sorulan konulardan birisine açıklık getirmek istiyorum; Kalibrasyonu yapılan manometre ile referans cihaz aynı çözünürlükte olur mu? Diye çok soru geliyor. Basınç kalibrasyonu için Kullanılan rehber doküman sektörde 2 tane var. Bir tanesi Euramet cg-17 diğeri DKD R 6-1.
Bunları zaten önceden de söylemiştim. Her iki doküman bir çok noktada benzer özellikler taşısa da bazı noktalarda farklı isterler olabiliyor.
Her iki dokümanda da çözünürlük şartı yok ancak Belirsizlik açısından yaklaşım var. Ama zaten çözünürlük belirsizliğe önemli oranda etki ettiği için otomatikman çözünürlüğü dikkate almış oluyorsunuz. Euramet referans cihazın belirsizliği kalibrasyonu yapılan cihazdan 2 kat daha iyi olsun diyor. DKD 3 kat daha iyi olsun diyor. Bu kurallara uyarsan aslında Çözünürlüğü de dikkate almış oluyorsun. Mesela referansın çözünürlüğü ile kalibre edilecek cihazın çözünürlüğü aynı olursa belirsizlikleri de birbirine yakın olacaktır. O zaman nasıl sağlanacak 2 kat kuralı veya 3 kat kuralı?
Ağustos 2025 -
Basınç sensörleri-Transmitterler Open or Close
Basınç Sensörlerinin ölçme mantığını ve kalibrasyonunu anlamak adına;
Basınç, sensör tarafından ölçülür ve elektriksel bir sinyal ile göstergeye gönderilir. Gönderilen sinyal uygun çevirme faktörleri ile basınca çevrilir. Bu durumda Basınç kapsamında Transmitter veya Transduser kalibrasyonu yapılmış olur. Yani basıncı siz veriyorsunuz ancak karşılığında basınç okumuyorsunuz. Çevirici, sensör tarafından okunan basınca karşılık gelen bir elektriksel sinyali göstergeye iletiyor. Siz bu sinyali ölçebilecek bir cihaza sahipseniz ölçüyor ve gerekli çeviri işlemleri yaparak sonuçları rapor haline getiriyorsunuz. Eğer göstergedeki değer zaten Basınç birimi ise, Örneğin; bar, PSI, kPa falan gibi, bu durumda basınç vermiş ve basınç okumuşunuzdur. Yani sayısal göstergeli bir Basınç ölçer kalibrasyonu yapmış olursunuz…
Çıkış sinyali: Basınç vericisinin bağlanacağı değerlendirme elektroniğinin girişini bilmek gerekir. Yaygın analog sinyaller 4-20 mA, 0-10 V veya Radyometriktir (besleme voltajının %10-90'ı; tipik olarak 0,5-4,5 V). Dijital sinyal örnekleri olarak “IO-Link” veya “CAN” verilebilir. Ortam koşulları: Makinenizin/sisteminizin özel çalışma koşullarını dikkate almanızda fayda vardır. Ortam koşulları etkileri olarak yüksek sıcaklık
Ortam koşulları: Makinenizin/sisteminizin özel çalışma koşullarını dikkate almanızda fayda vardır. Ortam koşulları etkileri olarak yüksek sıcaklık  veya düşük sıcaklıklar
veya düşük sıcaklıklar  ,titreşimler
,titreşimler  , EMC
, EMC  (elektromanyetik uyumluluk) veya
(elektromanyetik uyumluluk) veya  aşırı nem gibi örnekler verilebilir.
aşırı nem gibi örnekler verilebilir.
Elektriksel bir sinyalin, örneğin basınca çevrilmesi ile ilgili bir bilgilendirmeyi yine bu sayfalarda daha önce yapmıştım…
Ocak 2024
Aralık 2025
Basınç Transdüserleri gerilim çıkışlı, basınç transmitterleri ise akım çıkışlı diyerek genel bir yaklaşımda bulunmak hatalı olabilir!Euramet cg-17 nin de yazdığı gibi ifade edilirse daha doğru olur;Basınç Transdüseri (Dönüştürücüsü)Basınç dönüştürücüler, ölçülen basıncı, uygulanan basınca orantılı analog bir elektrik sinyaline dönüştürür.Modele göre çıkış sinyali şunlar olabilir:• voltaj• akım• frekansBasınç dönüştürücülerin çalışabilmesi için, basınç ölçümünün beklenen belirsizliğine göre sabitlenmiş sürekli bir güç kaynağına ihtiyaçları vardır.Basınç Transmitteri (Nakledicisi)Basınç transmitteri, genellikle bir basınç dönüştürücüsü ve dönüştürücü sinyalini koşullandırıp güçlendiren bir modülden oluşan ünitedir.Modele bağlı olarak, bir basınç transmitteri çıkış bilgileri şunlar olabilir:• voltaj (5 V; 10 V; ...)• akım (4 mA – 20 mA; ...)• bağıl direnç değişimi (1 mV/V; ...)• frekans• dijital format (RS 232; ...)Çalışması için basınç transmitterlerinin sürekli bir elektrik kaynağına ihtiyacı vardır ve bu kaynağın özel olarak sabitlenmesi gerekmez.Bu sensörlerin kalibrasyonlarında kendine özgü ölçüm belirsizliği bileşenleri olabilir. Bu bileşenlerin ne olduğu ve nasıl hesaplanacağı Euramet cg-17 ve DKD-R 6-1 rehber dokümanlarında belirtilmiştir.Çok sorulan bir soruyu tekrar gündeme getirmek istiyorum; Sensör transmitter veya transdüser olsa bile, kabloları sökmeden göstergeden basınç birimindeki ölçümleri dikkate alarak kalibrasyon yaparsak bir nevi dijital manometre mi? Yapmış oluruz sorusuna evet cevabı veriyorum.
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #UME #accreditation #uncertainty #metrologia #metrologiya #ISO17025 #türkak #turkak #PTB #BIPM #OIML #kalite #Metrolog #Metrologist #Metrolojist #pressure #basınç -
Beton presi Hız Open or Close
Saygıdeğer takipçilerim;
Bildiğiniz üzere, EN 12390-4 standardında beton basınç dayanımının ölçülmesinde kullanılan basınç deney makinelerinin sahip olması gerekli performans özellikleri belirlenmiştir.
Otomatik hız testini kalibrasyon işlemi esnasında yapmak gerekir ve hızın ± 5 % doğrulukta olduğu kontrol edilmelidir. EN 12390-3 gereği numuneler 0,6 MPa/s ± 0,2 MPa/s hızda kırılmalıdır. (MPa aslında basıncı yani basınç dayanımını ifade etmektedir. Ancak MPa= N/mm² olduğu için kuvvet ve alan bilgileri ile bahsedilen değeri kN/s şeklinde yorumlamamız mümkündür)
Bu yüzden testi tam da bu aralıkta yapmakta fayda vardır. Kalibrasyoncu hız değerlerini kN/s cinsinden ölçtüğünde çevrim için numune alanı hesaplayarak dönüşüm yapabilir. Örneğin, numunenin boyutları 150 mm x 150 mm olarak alındığında kuvvetin uygulandığı yüzey alanı 22500 mm² olarak bulunur. Bu değeri 0,6 ile çarptığımızda 13500 N/s değerini buluruz. kN birimine dönüştürdüğümüzde ise 13,5 kN/s değerini buluruz. Yani makinede 0,6 MPa/s olarak görülen değer kN olarak 13,5 kN/s şeklinde ölçülecektir.
Ancak unutulmaması gereken husus; Yük hücreleri kN birimi olarak kalibre edildiğinden, sertifikada MPa/s değeri verilecek ise dönüşüm katsayısının kaç alındığı basitçe belirtilmelidir.
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #ume #accreditation #uncertainty #ILAC #metrologia #metrologiya #ISO17025 #türkak #turkak #IAF #DKD #PTB #BIPM #oiml #ISO #kalite #Metrolog #Metrologist #Metrolojist #force #congretepress #betonpresi
Mayıs 2023 Oktay Tamer Doğan
-
BIPM tesislerinde muhafaza edilen Uluslararası kg prototipi. Open or Close
Artık sayılı günleri kaldı. kg biriminin yeniden tanımlanması ile birlikte Elveda Diyecek.
-
Blok kalibratör karşılaştırması PTB Open or Close
Almanya'da PTB tarafından düzenlenen blok kalibratör kalibrasyonu karşılaştırma ölçümlerine ait grafiği ekte görebilirsiniz. 1200 °C sıcaklığında yapılan ölçümlerde 6 numaralı katılımcının sadece 6.5 mm lik delikten ölçüm aldığı, 3 ve 8 numaralı laboratuvarların ise hem 7.5 mm , hem de 6.5 mm deliklerinde ölçümlere katılım sağladıkları görülmektedir.Dikkatle incelendiğinde değerli metrolojist takipcilerimin enteresan bulacaklarini tahmin ettiğim bir tablo var önümüzde diye düşünüyorum.Katılan laboratuvarlar;
Ametek
Testo
Wika
Siemens
İmetrologie
ZMKPilot lab PTB
15.02.2018 Oktay Tamer DOĞAN

- Buz noktası Open or Close
-
Buz noktası belirsizliği Open or Close
Belirsizlik hesaplamalarında kullanılan "buz noktası belirsizliği" konusunun bazen yanlış anlaşıldığını, hesaplamalarda yanlış değerlerin baz alındığını görmekteyiz.
Laboratuvar buz noktası belirsizliği hesaplarken sadece kendi referans cihaz ve ekipmanlarından kaynaklanacak etkileri göz önüne almalıdır. Test cihazından gelecek olan etkiler bu hesaba dahil edilmemelidir.
Referans termometre belirsizliği, referans termometrenin drifti, referans termometrenin histerezisi, tekrarlanabilirliği,çözünürlüğü, buz banyosunun homojenitesi, buz banyosunun stabilitesi gibi etkileri hesaba dahil ederek bir buz noktası belirsizliği tespit edilmelidir. İşte bu tespit edilen değer laboratuvarın ölçüm belirsizliği hesaplamalarında kullanacağı buz noktası belirsizlik değeridir.
Bu tespit edilen değere test termometresinden gelecek etkiler de dahil edildiğinde ise, laboratuvarın sıfır derece sıcaklık noktasındaki verebileceği en iyi belirsizlik değeri elde edilmiş olur.Oktay Tamer DOĞAN (04.01.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Callendar Van dusen denklemleri Open or Close
Birçok laboratuvarın sorduğu soru;
Direnç termometresi sertifikasında denklem vermek zorunda mıyız? Cevap: arkadaşlar, direnç termometresi adı üzerinde, sıcaklığa bağlı olarak kendisinden direnç ölçebildiğimiz cihazlardır. yani göstergeleri yoktur, her bir sıcaklık değeri için kullanılan tellerindeki platinin kalitesi, saflığı, çapı ve sarım doğruluğuna bağlı olarak belli bir direnç değeri üretirler. Biz bu direnç değerini hassas bir ohm metre cihazı ile ölçerek kayıt altına alırız. Farklı sıcaklıklarda referans termometremiz ile tespit ettiğimiz değerlerin karşısına kalibrasyonu yapılan direnç termometresinden elde ettiğimiz ohm değerlerini yazarız. TS EN / IEC 60751 standardına belirtilen Callendar van dusen denklemlerini kullanarak termometrenin direnç-sıcaklık ilişkisini belirleriz. Yani denklem verilmeden bir direnç termometresi sertifikası üretmek anlamsız ve müşteri açısından da faydasız olacaktır.
Sıfırdan büyük sıcaklıklar için ikinci derece, sıfırdan küçük olan sıcaklıklar için üçüncü dereceden denklemler kullanmalıyız.eksi bölge için; Rt = R0[1 + At + Bt2 + C(t - 100°C) t3]
artı bölge için; Rt = R0(1 + At + Bt2 )Saflığı yüksek bir platin kullanılmış mükemmel direnç termometresi için denklemde kullanılan katsayıların değerleri şunlardır;
R0 : 100,0000
A : 3,9083 • 10E-03
B : -5,775 • 10E-07
C : -4,183 • 10E-12Oktay Tamer DOĞAN ( 17.12.2017)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle

-
Cam malzemeler Open or Close
Erlenmeyer, beher, gibi Cam malzemeler için kalibrasyona gerek yoktur.
Neticede bunların da bir skalası var ve kalibrasyonu Metrolojik olarak pek tabi mümkün.
Ancak Menüsküs belirleme başta olmak üzere bu tip ekipmanların gerçek hacmini belirlemek oldukça zordur. Ölçenler bilir, zaten ölçüm sonuçları çok kötü ve istenilen hassasiyetten çok uzak malzemelerdir. Bu ekipmanların ölçüm amacı ile değil, çözelti hazırlamak, yaklaşık hacimlerle başka bir çözeltiye aktarmak için bir kap gibi kullanıldığı unutulmamalıdır. Eğer hassas bir hacimle, yani ölçerek bir sıvı miktarı Cam malzemeler ile belirlenmek isteniyorsa Akreditasyon kapsamlarındaki Mezur, Büret, Balon joje gibi Ölçmeye yarayan Cam malzemeler tercih edilmelidir…
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #UME #accreditation #uncertainty #metrologia #metrologiya #ISO17025 #türkak #turkak #PTB #BIPM #OIML #kalite #Metrolog #Metrologist #Metrolojist #erlenmeyer #volume #flask
Şubat 2024
-
Cc ile ilgili gelen sorulara cevap Open or Close
cc bir hacım birimi kısaltmasıdır . Küçük harfler ile yazılır. Anlamı "cubic centimeter" den gelmektedir. Yani Türkçesi santimetre küp demektir.
● 1 cc, 1 mL ye eşittir
● 1000 cc ' 1 L ye eşittir
● 1 litre, 1 desimetreküp e eşittir.Örneğin 70 lik rakıyı devirdi demek, 70 cl (santilitre) devirdi demek; yani 700 cc (santimetreküp) devirdi demek; yani 0.7 L (litre) devirdi demek; yani 700 mL (mililitre) devirdi demek. ?
?Arabanın motoru 1600 demek, silindirlerinin toplam hacmi 1600 cc demek , yani 1.6 L demek...
Oktay Tamer DOĞAN (26.12.2017 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Çekme/basma test cihazlarının kalibrasyonları Open or Close
• Çekme/basma test cihazlarının kalibrasyonlarında referans yük hücresi için verilen belirsizlik değerlerini direkt ISO 376 standardına göre 0,16 ve 0,32 olarak vermeden önce bir analiz yapılması gerekmektedir.
Bu analizde en önemli kontrol parametreleri drift ve İnterpolasyon hatalarının tespitidir. UME sertifikalarında Durum C olarak verilen belirsizlik değerleri interpolasyon hatasını da kapsamaktadır. Ancak laboratuvar yine de interpolasyon hatasının ve drift hatasının bir analizini yaparak verecek olduğu belirsizliğin 0,16 ve 0,32 değerlerinin içinde kalıp kalmadığını doğrulamalıdır.• Bildiğiniz üzere, 4 kanallı yük hücrelerinin rotasyon testlerini artık UME yapmaktadır (kalibrasyon esnasında) Ancak, laboratuvar bu testleri artık yapma zorunluluğu olmamasına rağmen UME nin verdiği sonuçları analiz ederek, geçerli kılmalıdır...
• Belirsizlik hesaplamalarında Euramet cg-4 rehber dokümanı dikkate alnmalıdır. ancak TS EN ISO 7500-1 standardında çözünürlük belirsizliği hesaplama metodu değiştirildiği için hazırlanan belirsizlik bütçelerinde bu standart (7500-1) baz alınmalıdır.

-
Çekme/basma test cihazlarının kalibrasyonu için baz alınan TS EN ISO 7500-1 standardının 2016 versiyonunda meydana gelen değişiklikler Open or Close
Çekme/basma test cihazlarının kalibrasyonu için baz alınan TS EN ISO 7500-1 standardının 2016 versiyonunda meydana gelen değişiklikleri hala prosedür ve talimatlarına yansıtmayan kalibrasyon laboratuvarları bulunmaktadır. Tüm laboratuvarların bir an önce bu revizyonları gerçekleştirmesi için bir farkındalık oluşturması açısından bu paylaşımı yapıyorum.Standartta meydana gelen en önemli değişiklikler şunlardır;
• En önemli değişiklik, iki farklı yük hücresi kullanımında uygulanacak metot için olmuştur. eskiden geçiş noktasındaki kuvvet değerinde iki yük hücresinin sapmaları arasındaki fark, cihazın sınıfına karşılık gelen tekrarlama için izin verilen bağıl değerin 1,5 katını geçmemesiydi. Şimdi yapılan revizyon ile 1,5 katı değil, izin verilen bağıl değerin kendisini geçmemesi gerekiyor.│q1-q2│≤ bal
• Bağıl doğruluk hatası hesaplama metodu değişmiştir. aslında çok farklı bir sonuca götürmeyecek olan yeni metot kısaca şöyle;
her bir seri ölçümde her bir nokta için alınan ölçümün sapması ayrı ayrı hesaplanıyor. yani q1; q2; ve q3 olmak üzere üç ayrı sapma hesaplanacak. sapma formülü yine aynı olacak ; (test - ref/ref *100)
sonra q ların ortalaması alınacak.• Bağıl tekrarlama hatası hesaplaması da yine şeklen değişti. Aslında aynı sonuca varıyorsunuz eski metot ile.
Yeni metot şöyle; Kuvvet değerlerinden değil, artık "q" lardan hesaplanacak tekrarlama.
q1; q2 ve q3 değerlerinin maksimumu ve minimumu tespit edildikten sonra, b=qma x qmin şeklinde hesaplanacak.• ölçüm belirsizliğinde değişen konu ise, çözünürlükten gelen belirsizlik bileşeni oldu. Aslında çok önce yapılması gereken bir revizyondu bu ve çok isabetli bir değişiklik oldu.
Önce r/Fi * 100 ile bağıl çözünürlük değerleri tespit edilir. sonra bu değere önce cihazın boşta yani yüksüz konumu için dikdörtgensel dağılım uygulanıp karesi alınır ve cihazın yükteki durumu için yine dikdörtgensel dağılım uygulanıp karesi alınarak yüksüz konumdaki bulunan değer ile toplanır. çıkan değerin karekökü alınarak bağıl çözünürlük hatası iki defa etki ettirilmiş olur.. ekteki görselde formülü görebilirsiniz.Oktay Tamer DOĞAN ( 27.08.2017 )


-
Çelik cetvel... Open or Close
Referans çelik cetveller için doğruluk kriterleri ve sınıflandırmalar DIN 865 standardında verilmiştir.
DIN 866 standardı ise rutin kullanılan çalışma standartları için doğruluk ve sınıflandırma kriterleri vermektedir.
Bu durumda çelik cetvel kalibrasyonu veya doğrulaması yapan bir kuruluşun referans olarak kullanacağı çelik cetvelin DIN 865 standardına uygun olmasına dikkat etmesi önem arz etmektedir.Oktay Tamer DOĞAN ( 07.06.2017 )

-
Charpy numunelerinin hızlıca çarpma pozisyonuna aktarılması Open or Close
Darbe testlerinde Charpy numunelerinin ortam sıcaklığından farklı sıcaklıklarda test edilmesine yönelik uygulamalarda numunenin soğutma ortamından çarpma pozisyonuna aktarım süresi çok kısa olması gerekmektedir. ASTM E23 standardına göre bu süre 5 saniye veya daha az olmalıdır. Bu görüntülerde -40 ° C'de soğutulmuş olan bir test numunesinin hızlıca çarpma pozisyonuna aktarılması örneği vardır.Oktay Tamer DOĞAN (24.04.2018)
-
Deney laboratuvarları açısından dikkat edilmesi gereken bir husus Open or Close
MDHS "Methods for the determination of hazardous substances guidance" standardı 14/3 e göre;Sabun köpüğü akış ölçer dışındaki bütün akış ölçerler için düzeltme yapılması gereklidir.(Flowmeter dahil)Pompalar sahaya gitmeden önce mutlaka doğrulanmalıdır. Ancak, bu doğrulamanın yapıldığı ortamın sıcaklık ve basınç değerleri ile ölçümün yapıldığı ortamın sıcaklık ve basınç değerleri farklı olacağından, bir düzeltme yapılması gereklidir...
-
Deney laboratuvarları sıcaklık doğrulamaları; Open or Close
Deney laboratuvarlarının bir çoğu (özellikle gıda laboratuvarları) bakanlık talimatlarına yönelik yapmış olduğu sıcaklık kontrollü hacimlerin (etüv, İnkübatör, Soğutucu vb) doğrulama çalışmaları, Türkak denetimlerinde de ara kontrol çalışmaları olarak denetçilere gösterilmektedir.
Bakanlık açısından yapılan çalışmalar; bir K tipi ısılçift özellikli tel prob sürekli cihazın içinde muhafaza edilerek ölçüm alınacak soketli uç dışarıda bırakılmaktadır. Gün içinde belli sayılarda ölçüm almak için görevlendirilmiş personel bu soketli uçları bir termometre okuyucu cihazına bağlayarak ölçümleri kayıt etmektedir. Ancak, bu ölçüm şekli 17025 açısından 5.5 ve 5.6 maddesinde bahsedilen ara kontrol isterini karşılamamaktadır.
Çünkü, ara kontrol yapacak olan referans cihaz sadece ara kontrol yapılacağı zaman test cihazına bağlanmalıdır. Diğer zamanlarda özenle muhafaza edilmelidir. Her gün sıcaklığa maruz kalmış ve kabinden hiç çıkarılmayan bir prob, referans olma özelliğini yitirmiştir. Kontrol süreleri her gün değil, daha mantıklı sürelerde yapılmalıdır. örneğin ayda bir veya 3 ayda bir gibi.
Unutulmamalıdır ki Ara kontrol bir kalibrasyon değildir. kalibrasyonu yapılmış olan bir cihazda ciddi manada bir drift meydana gelip gelmediğinin bir kontrolüdür.Bu konuda yapılan daha başka yanlışlar da şunlardır;
Bazı laboratuvarlar bilerek ya da bilmeden sadece probların kalibrasyonunu yaptırıp, göstergesini yaptırmamakta dırlar. Veya tam tersi, göstergeyi yaptırıp probları yaptırmamakta dırlar.
Bu tamamen yanlış bir uygulamadır. en doğrusu prob göstergeye bağlı iken, yani bir termometre olarak kalibre edilmelidir.Bazı laboratuvarlar da doğrulama da elde edilen değerleri düzeltme yapmadan ve ölçüm belirsizliklerini dikkate almadan bir değerlendirme yapmaktadırlar.
Bazı laboratuvarlar referans cihazlarını kalibrasyona gönderirken, Ölçüm aralıklarını dikkate almadan, bilgilendirme yapmadan kalibrasyon laboratuvarına göndermektedir. bu durumda bir çok kalibrasyon laboratuvarı da müşterisine sormadan kendi belirlediği bir ölçüm aralığında kalibrasyonları gerçekleştirmektedir. Tabi böyle bir durumda yapılan iş hiç bir şeye yaramayacaktır. Örneğin, -18 derecede kullanılması gereken bir prob + 100 derecede kalibrasyon yapılmış !
Bu hataları deney laboratuvarına denetime giden bazı denetçi veya teknik uzman arkadaşlarım bazen bu konuya dikkat etmediklerinden gözden kaçırabiliyorlar. Bazen de bu konuda eğitimli olmadıklarından dolayı sağlıklı değerlendirme yapamamaktadırlar. Eğitim her şeyin başı, deney laboratuvarı da, deney laboratuvarına denetime giden denetçi de kalibrasyon ve ara kontrol konusunda mutlaka eğitim almalıdır. ama doğru yerden almalıdır. gerçekten bu konuda uzman, deneyimli bir kurum veya kişiden bu eğitimler alınmalıdır.
Oktay Tamer DOĞAN (19.06.2017 )
-
Dinamik basınç Open or Close
Video olarak animasyonu yapılmış bu görselde NIST laboratuvarlarında kullanılmak üzere tasarımı yapılmış, ancak henüz yapım aşamasında olan izlenebilir dinamik basınç standardı ile ilgili çalışma prensibinden bahsedilmiştir.Dinamik basınç ölçüm teknikleri ve dinamik basınç dönüştürücüleri hakkında bilgiler Türkiye de daha önce VII. Ulusal ölçümbilim kongresinde değerli Hocamız Sayın Yard. Doç. Dr. İlknur Koçaş tarafından hazırlanan bildiri içeriğinde verilmişti. Verilen bilgilerde de anlatıldığı gibi;
Dinamik basınç ölçme amacı ile kullanılacak bazı farklı sensör tipleri şunlardır,
• Yarı iletken piezorezistiv sensörler,
• Piezoelektrik sensörler,
• Gerinim ölçerler,
• Mikroelektromekanik sistemler (MEMS)
Burada görsel olarak verilen videoda görüleceği üzere, çalışmada Piezoelektrik sensörler kullanılmıştır.
Dinamik basınç kalibrasyonu, bilinen statik referans basınç değerinden hızlı açılabilen vanalar
kullanarak aniden basıncı düşürme yöntemiyle yapılabilmektedir. Ya da bir transfer standart kullanmak
suretiyle hidrolik impulse karşılaştırma yöntemi kullanılabilir. Bu konuda diğer bir yöntem de şok
tüplerinin kullanılmasıdır. Yine burada verilen video görüntülerine bakıldığında NIST tarafından yapılan bu çalışmada Şok tüplerinin kullanıldığı görülmektedir.
Kullanılan kalibratör tipine ve basınç ortamına bağlı olarak istenilen basınca "ms" ya da "µs" sürelerinde erişile bilinmektedir.
Dinamik basınç kalibrasyonlarının aksine, statik basınç kalibrasyonları açısından kullanılan metotlar
oldukça gelişmiştir. Mutlak, bağıl ya da fark basınç ölçümleri ya da vakum, düşük vakum, basınç, yüksek basınç gibi farklı genlikte basınç aralıkları için kabul edilmiş yöntemler oluşturulmuş ve standart hale getirilmiştir. Ancak dinamik basınç kalibrasyonları açısından hali hazırda primer standartlar yaygın bir şekilde oluşturulamamıştır. -
Dünya Metroloji günümüz kutlu olsun.. Open or Close
Bugün 20 Mayıs 2018. Her yıl 20 Mayıs tarihinde dünya çapında kutlanan bir gün olan Dünya Metroloji Günü ilk olarak 20 Mayıs 1875 tarihinde Uluslararası bir anlaşma olarak Metre konvansiyonunun kurulması ile başlamıştır.
Metroloji camiasının da bildiği gibi bu yıl, metroloji açısından oldukça önemli gelişmelere sahne olacak.
7 adet temel ölçüm biriminin hepsinin fiziksel doğal sabitler ile tanımlanması çalışmaları bu yıl tamamlanmış olup , Kasım ayındaki ölçüler ve Ağırlıklar genel konferansında açıklanması planlanmıştır.
En nihayetinde gelecek yıl bugün, yani 20 Mayıs 2019 da metrolojik devrim gerçekleşmiş ve yeni SI yürürlüğe girmiş olacaktır...Bu vesile ile sayfamı takip eden, etmeyen tüm metrolojist ve metrolog ların Dünya Metroloji günlerini bir kez daha kutlamak istiyorum. ..
"Ölçülebileni ölçün , ölçülemeyeni ölçülebilir hale getirin"
Oktay Tamer DOĞAN (20.05.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung#calibration #SI #sıcaklık #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç#20mai

-
EA bölgesinde Akreditasyon Konuları ve ilgili Standartlar... Open or Close
(Bilgiler EA-INF/03 Dokümanından alınmıştır)
Aralık 2023 Oktay Tamer Doğan
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #UME #accreditation #uncertainty #metrologia #metrologiya #ISO17025 #türkak #turkak #PTB #BIPM #OIML #kalite #Metrolog #Metrologist #Metrolojist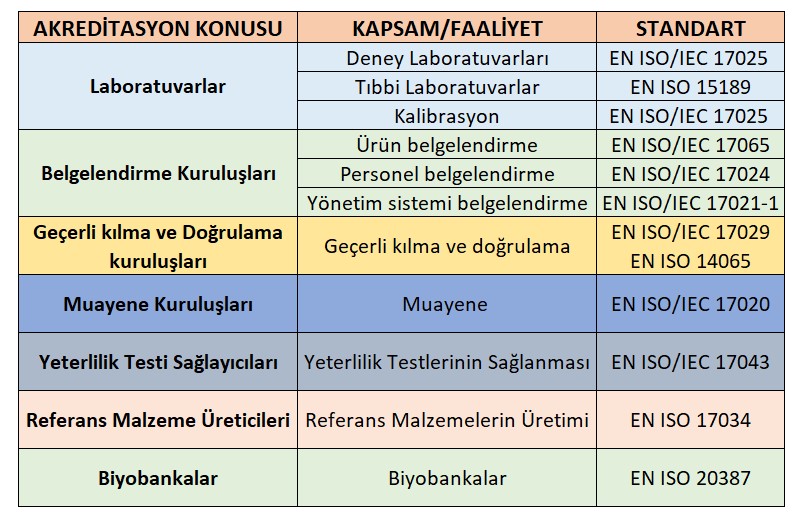
-
EA-04/10 (TS 13134) standardına göre mikrobiyoloji laboratuvarlarında Kalibrasyon ve kalibrasyon kontrollerinin ana esasları; Open or Close
EA-04/10 (TS 13134) standardına göre mikrobiyoloji laboratuvarlarında Kalibrasyon ve kalibrasyon kontrollerinin ana esasları;
Bu tabloda yer alan kalibrasyon kütleleri için öngörülen süre hakkında çok soru gelmektedir.
Bu konuda herhangi bir standartta bilgi verilmemiştir. OIML R-111 standardında müteakip kalibrasyon tarihi hakkında; her ülkenin kendi takdirine bırakılmıştır, kullanım sıklığı ve geçmiş kalibrasyon performansları bu konuda belirleyeci olacaktır şeklinde bilgilendirme vardır.
Türkak kalibrasyon sektör komitesinin 2008 yılında almış olduğu kararlara istinaden E2 sınıfı kütlelerin gelecek kalibrasyon tarihinin 2 yıl, diğer sınıf kütlelerin ise 1 yıl olması önerilmektedir.
Ancak,Bu kararlar sık kalibrasyon yapan akredite kalibrasyon laboratuvarları için alınmıştır.
Mikrobiyoloji laboratuvarları EA-04/10 (TS 13134) açısından önerilen 5 yıllık süreyi dikkate alabilirler. -
Elektrik alanında temel SI birimi olan "A" (amper) değişime hazır Open or Close
PTB bilim insanları benzeri görülmemiş bir doğrulukla tek elektronlu pompanın son derece küçük akımlarını ölçmeyi başardı. Bu, Uluslararası Birim Sisteminin (SI) gözden geçirilmesi konusunda bir kilometre taşıdır.
Bir amper, yaklaşık saniyede 6 × 10E18 elektron akışına karşılık gelmektedir. Elektronlar yüksek doğrulukla sayılırsa amper, "s" ye (saniyeye) izlenebilir olacaktır. Bunun ön koşulu, yeni SI'da planlandığı gibi bir elektron yükünün tam olarak bilinmesi veya sabit olmasıdır. Bu amaçla, elektron sayımı ile kesin bir elektrik akımı gerçekleştirmek için yarı iletken yapılarda tek elektronlu pompalar geliştirilmiştir.
Tek elektronlu pompalar, gelecekteki bir kuantum akımı standardının gerçekleştirilmesi için umut vaat eden ve yoğun bir çalışma gerçekleştirilen metrolojik araştırma konusudur.Yeni, yüksek hassasiyetli bir akım amplifikatörü sayesinde PTB araştırmacıları, daha önce ulaşılmamış olan bir doğrulukla tek elektronlu bir pompa tarafından sağlanan 100 pA'lık bir akımın kuantumlanmasını kanıtlamayı başardılar.
Araştırmacılar pompalar tarafından üretilen küçük akımı yaklaşık bir faktörle yükseltebilirler. Diğer iki kuantum standardı ile birleşince, o zaman dünyada eşi benzeri görülmemiş hassasiyetle küçük akımları ölçmek mümkün hale gelecektir.
PTB'nin fizikçileri, çalışmalarında, kontrollü tek elektronlu pompaların, amperin konvansiyonel amper tanımlamasının izin vereceklerinden çok daha kesin bir şekilde gerçekleştiğini gösterdi. "Şu an için tek elektronlu pompa düzeltmeden çalıştırılıyor ancak ölçümler, hataların gerçekten çok küçük olduğunu ve düzeltme yönteminin bu hızlı pompalarla birlikte çalışması gerektiğini gösterdi.Gerçekten de bu yeni "SI" a doğru gerçek bir kilometre taşı olacaktır.
Ancak amperi direkt etkileyecek olan yeni kg birimi de bu konuda önemli rol oynayacaktır. Günümüzde kullanılan kg prototipinin doğruluğu ile ilgili şüpheler amper biriminin yeniden tanımlanmasına şu an için engel teşkil ediyor. Avogadro projesi ile birlikte yeniden tanımlanması beklenen kg birimi sayesinde amper ile ilgili yapılan yüksek doğruluktaki ölçümler anlam kazanacaktır.Bu konuda PTB'nin Elektrik Kuantum Metroloji Departmanı Başkanı Franz Ahlers'in açıklaması şöyle; Amperin yeniden tanımlanmasına giden yolda 2018 için planlanan hiçbir engel kalmamış gibi görünüyor. Yeniden tanımlama yalnızca elektrik ünitelerinde çok küçük değişikliklere neden olacağından, SI'ın revizyonu çoğu tüketiciye göre fark edilmeyecektir. Bununla birlikte, işler mikro-nano-elektronik veya tıbbi ve çevresel metroloji gibi alanlarda biraz farklı görünüyor. Bu gibi alanlarda, yeni amper, ölçüm cihazlarının çok daha doğru bir şekilde kalibre edilmesini sağlayacaktır.
Oktay Tamer DOĞAN ( 19.12.2017 )

-
Elektriksel kalibrasyonda multimetrelerin uygunluk değerlendirmesi Open or Close
Elektriksel kalibrasyonda multimetrelerin uygunluk değerlendirmesinin hangi standarda göre yapılacağı, böyle bir standardın olup olmadığı gibi hususlarda Çoğu Laboratuvardan sorular almaktayım.
Arkadaşlar, DIN 43751 standardına göre uygunluk değerlendirmesi yapabilirsiniz.
Bu standarttaki kriterlere göre örnek olarak hazırladığım bir çalışmayı ekteki görselde paylaşıyorum.
Burada 900 V kapasiteye sahip bir multimetrenin 220 V değerindeki sapma toleranslarını gösterdim. İki farklı çözünürlüğe sahip multimetre için örnekler verdim...Oktay Tamer DOĞAN (20.03.2017)

-
Elektriksel topraklama Open or Close
Birçoğunuzun bildiği gibi beton preslerinin kalibrasyonunda sıkça yaşadığımız elektriksel topraklama sorunu ile ilgili piyasada inanılmaz bir bilgi kirliliği mevcuttur.
Topraklamanın sağlıklı olup olmadığı nasıl ölçülür, ölçüm değerleri ne olmalıdır?
Aslında sadece beton presleri için değil, gündelik yaşantımızda evimizde kullandığımız elektrikli cihazlar için bile önemi büyük olan bir konudur.
Birçok insanın evindeki bilgisayarların elektronik devreleri topraklama yetersizliği veya hatalı topraklama yüzünden yanmıştır.
Neticede bu konuda doğru olarak yapılması gereken işlemleri sizlerle paylaşmak istiyorum.
Bir elektrik tesisatında Normal şartlarda Basit bir multimetre ile AC gerilim ünitesinde problarımızı faz ve nötr çıkışlarına bağladığımızda 220 V a yakın bir değer elde etmeliyiz.
Faz ve toprak arası ölçüm yaptığımızda ise yine 220 V a yakın bir değer elde etmeliyiz.
Ancak nötr ve toprak arasında ölçüm yaptığımızda ise sıfırdan büyük ve 2,5-3 V geçmeyen bir gerilim elde etmeliyiz. Eğer bu değer sıfır olarak ölçülmüşse maalesef ülkemizde birçok binada yapılmış olduğu gibi nötr kablosu toprak ile birleştirilmiş ve büyük bir sorumsuzluk örneği sergilenmiş demektir.
3V dan daha büyük bir gerilim olması halinde ise (bazı kaynaklar 5 V olduğunu söylüyor) tüm elektronik cihazlarınız risk altında demektir.
Bizlerin, cihaz hakkında hangi teknik sebeplerden dolayı arıza yapıp çalışmadığını tespit etmek gibi bir sorumluluğumuz yok tabiî ki, ancak bunca yıllık tecrübelerime dayanarak söylüyorum, bence kalibrasyon ekibi yanında kontrol kalemi ve ölçü aleti taşımalıdır. Örneğin bir defasında gittiğim bir firmada yeni monte edilmiş bir beton presinin fişini takacakları uzatma kablosunun toprak kısmına faz bağlandığını tesadüfen öğrendim Allahtan makineyi henüz çalıştırmamıştık ki beton presleri çalışır haldeyken yaklaşık 10 ampere kadar akım çekmektedir.Herkese çalışmalarında başarılar diliyorum, selamlar…
Oktay Tamer DOĞAN ( 11.03.2017)

-
Elektromanyetik yankısız bölme antenleri 18 GHz'e kadar olan frekanslarda kalibre etmek için kullanılan oda Open or Close
Elektromanyetik yankısız bölme antenleri 18 GHz'e kadar olan frekanslarda kalibre etmek için kullanılan bu oda, herhangi bir elektromanyetik dalgayı absorbe etmek için özel olarak tasarlanmıştır.Bu tasarım sayesinde parazitlenme olmadan hassas ölçümler yapılması mümkün olmaktadır...
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle

-
En iyi ölçüm belirsizliği bütçenizde referans cihazın drift hatası belirsizlik bileşeni için verdiğiniz değer Open or Close
En iyi ölçüm belirsizliği bütçenizde referans cihazın drift hatası belirsizlik bileşeni için verdiğiniz değer, referans cihazınızın bir sonraki kalibrasyon sonuçlarına bakıldığında aşılmış olarak görülüyorsa, derhal "Uygun olmayan kalibrasyon işinin kontrolü" prosedürü uyarınca hareket ederek döf açılmalıdır. Sebep analizi sağlıklı bir şekilde yapılarak, kalite hızlı bir şekilde güvence altına alınmalıdır. Bu konuda önlem almayan laboratuvarlar üzücü sonuçlar ile karşı karşıya kalabilmektedir.Oktay Tamer DOĞAN ( 20.07.2017 )

-
F704-002 formu tarihe karıştı. Open or Close
Artık LAK/Yeterlilik deney katılımları ve planlaması tek bir formda yapılacak.
Yani laboratuvarlar yeni revize olan F704-001 formunda her iki durum görülecek şekilde kayıt oluşturacaklardır.
-
Gelecek kalibrasyon tarihinizi neye göre belirliyorsunuz? Open or Close
Öncelikle kalibrasyon veya deney bir standarda veya rehber dokümana göre yapılıyorsa ve bu dokümanlarda referans cihazın kalibrasyon periyotları hakkında bilgi verilmiş ise, Buna uyulması gerekmektedir. Örneğin; Basınç için DKD R6-1 dokümanı)
Bu konuda Size yardımcı olacak iki ayrı dokümandan bahsetmek istiyorum;
ILAC-G24: 2007 / OIML D 10: 2007
Bu dokümanların konuya yaklaşımından esinlenerek kalibrasyon periyotları belirleme konusunda bazı bilgilendirmeler vereceğim.
Kalibrasyonlar arasında izin verilmesi gereken zaman aralığını etkileyen çok sayıda faktör laboratuvar tarafından dikkate alınmalıdır. En önemli faktörler şunlardır:
• Laboratuvar tarafından talep edilen ölçüm belirsizliği;
• Kullanılan maksimum izin verilen hatanın sınırlarını aşan bir ölçüm aleti riski;
• Cihazın uzun süre uygun olmadığı tespit edildiğinde gerekli düzeltme işlemlerinin maliyeti;
•Cihaz türü;
• Yıpranma eğilimi ve kayma;
• imalatçının tavsiyesi;
• Kullanımın kapsamı ve önem derecesi;
• Çevre koşulları (iklim koşulları, titreşim, iyonize radyasyon vb.);
• Önceki kalibrasyon kayıtlarından elde edilen eğilim verileri;
• Kayıtlı bakım ve servis geçmişi;
• Diğer referans standartlarına veya ölçüm cihazlarına karşı çapraz kontrol sıklığı;
• Bu arada ara kontrollerin sıklığı ve kalitesi;
• Nakliye düzenlemeleri ve risk;
• Hizmet veren personelin eğitim seviyesiKalibrasyon sıklıklarının belirlenmesi süreci, kalibrasyon işlemi sırasında doğru ve yeterli veri gerektiren karmaşık bir matematiksel ve istatistiksel işlemlerdir. Kalibrasyon aralıklarının oluşturulması ve ayarlanması için evrensel olarak uygulanabilir tek bir en iyi uygulamanın olmadığı görülüyor. Bu durum tabi ki kalibrasyon sıklıklarının belirlemesinin daha iyi anlaşılması için bir ihtiyaç ortaya çıkarmıştır. Tek bir yöntem, tüm ölçme araçlarının yelpazesi için ideal olarak uygun olmadığından bahsetmiş olduğum rehber dokümanlarda anlatılan yöntemlerden birini kullanabilirsiniz.
Yöntemler, kalibrasyon aralıklarının ilk seçimi ve bu aralıkların deneyime göre yeniden ayarlanması için kullanılabilir. Laboratuvar tarafından geliştirilen yöntemler veya laboratuar tarafından kabul edilen yöntemler de eğer uygunsa ve doğrulanırsa kullanılabilir. Laboratuvar uygun yöntemleri seçmeli ve kullanılanları belgelemelidir. Kalibrasyon sonuçları, Cihazların kalibrasyon aralıkları için gelecekteki kararların alınması için geçmiş veriler olarak toplanmalıdır. Belirlenen kalibrasyon aralıklarından bağımsız olarak, laboratuvar kalibrasyonlarda kullanılan standartların ve referans cihazların düzgün çalışıp kalibrasyon durumununun planlamasını sağlamak için uygun bir sisteme sahip olmalıdır (bkz. ISO / IEC 17025: 2012 Madde 5.5.10 ve 5.6.3.3).
Kalibrasyon aralığını belirlemedeki başlangıç kararı aşağıdaki faktörlere dayanmaktadır:
• Enstrüman üreticisinin önerisi;
• Beklenen kapsam ve önem derecesi;
• Çevrenin etkisi;
• Ölçümde gerekli belirsizlik;
• izin verilen maksimum hatalar (örneğin, yasal metroloji makamları tarafından);
• enstrümanın ayarlanması (veya değiştirilmesi);
• ölçülen miktarın etkisi (örn. Termokupllar üzerindeki yüksek sıcaklık etkisi);
• Aynı veya benzer cihazlar hakkında toplanmış veya yayınlanmış veriler.
Karar, bir kişi tarafından veya ölçümlerin genel tecrübesine sahip kişiler tarafından veya kalibrasyona tabi tutulan belirli cihazlar tarafından ve tercihen diğer laboratuvarların aralıklarının bilgisi ile yapılmalıdır. Kalibrasyondan sonra cihazın maksimum izin verilen hata süresi içinde kalma süresinin uzunluğu konusunda her bir enstrüman veya enstrüman grubu için bir tahminde bulunulmalıdır.ILAC G24 te verilen 5 ayrı yöntem mevcuttur. Bunlardan ilkini ve en pratik olan yöntemi belirtmek istiyorum. Diğer yöntemler için dokümanı gözden geçirmenizi tavsiye ederim;
Kalibrasyon sonrasında cihazda meydana gelen sapmaların, cihaz için belirlenmiş olan maksimum izin verilen sapma değerinin % 80 ne ulaşması durumunda veya izin verilen hata değerinin geçilmiş olması durumunda kalibrasyon aralığı azaltılmalıdır. (Daha sıklaştırılmalıdır) gerekli tüm kayıtlar muhafaza edilmeli ve gerektiğinde delil oluşturacak şekilde gösterilebilmelidir. Cihazın kalibrasyon süresini uzatabilmek için se yine bu yoldan ilerleyerek istatistiksel olarak kendinize bir kriter belirleyebilirsiniz. Örneğin son üç kalibrasyonda sapmalar % 80 değil de % 50 sini geçmiyorsa süreyi uzatabilmek için istatistiksel bir analiz gösterimi yaparak kayıt altına alabilirsiniz.
İstatistik Kalite Kontrolünün (SQC) en önemli araçlarından biridir. Yöntem şu şekilde uygulanır; Önemli kalibrasyon noktaları seçilir ve sonuçların zamana karşı grafikleri çizilir. Bu grafiklerden hem sonuç dağılımı hem de kayma hesaplanır; kayma, bir kalibrasyon aralığı boyunca ortalama kayma veya çok dengeli cihazlar söz konusu olduğunda birkaç aralık boyunca kayma oluşabilmektedir. Bu verilerden optimum kalibrasyon aralığı hesaplanabilir.
Bu istatistikler ile güvenilirlik hesaplanabilir ve teorik olarak en azından etkin kalibrasyon aralığı verilir. Ayrıca, sonuçların dağılımının hesaplanması, üreticinin spesifikasyon limitlerinin makul olup olmadığı ve bulunan kaymanın analizi, kaymanın nedenini belirlemede yardımcı olabileceğini gösterecektir.Sevgiyle kalınız
Oktay Tamer DOĞAN ( 21.04.2017)
-
Göstergeli sıcaklık ölçer... Open or Close
Bir kalibrasyon laboratuvarının Kapsamında ısılçift ve direnç termometreleri olmasa dahi, laboratuvar Euramet cg-8 gibi; IEC 584 gibi; IEC 751 gibi standartları takip etmeli ve bu konularda asgari bilgi sahibi olmalıdır. Evet yapılan belki bir ısılçift kalibrasyonu veya direnç termometresi kalibrasyonu olmayabilir. Ancak göstergeli sıcaklık ölçer denilen cihazın sensör kısmının ısılçift veya direnç sensörlü olduğu durumlarda bu özel cihazların kalibrasyonlarında dikkat edilmesi gereken özel hususlar vardır ve bunlara riayet edilmesi beklenir.
Göstergeli sıcaklık ölçer denilince aklımıza sadece cep tipi batıcı uçlu basit anlamdaki termometreler gelmemeli. Sensörü bir soket yardımı ile göstergesine bağlanan bir termometrenin sensör yapısını bilmeli, metrolojik özellikleri hakkında bilgi sahibi olmalı ve ona göre kalibrasyon tekniği uygulamalıdır. Sensörün yapısına göre oluşabilecek ölçüm belirsizliği bileşenleri belirsizlik bütçelerinde dikkate alınmalıdır.Bu görseldeki belirsizlik bütçesi Euramet cg-8 den alınmıştır. Bir ısılçift kalibrasyonu için hazırlanmış bütçedir. Sensörü ısılçift olan bir GSÖ için buradan alınacak bilgiler vardır.
Oktay Tamer DOĞAN (30.04.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen.

-
Günde 24 saat sürekli kan basıncınızı ölçüp izleyebilen bir kol saatiniz olsaydı... Open or Close
NIST bilim insanları tarafından Burada test edilen silikon ped, doktorların hastalarının kan basıncını izlemelerine yardımcı olabilecek yeni bir cihazın parçası. Araştırmacılar şu anda bu işi, insan kolunun fiziksel bir modelini oluşturmak için kullanıyorlar; Silikonun üzerinden geçen bir sahte atardamar var. Bilim insanları model kolu daha sonra insanların saat gibi bileklerine takabileceği yeni bir tansiyon ölçer türünü tasarlamak için kullanacaklar.
-
Hacim kalibrasyonu ve hazırlanan ölçüm belirsizliği bütçeleri ile ilgili sıkça sorulan sorulara cevap Open or Close
* Pistonlu hacim ölçerler için belirsizlik hesaplamaları ISO 20461 standardına göre yapılmalıdır.
* Cam hacim ölçerler için belirsizlik hesaplamaları Euramet cg-19 rehber dokümanına göre yapılmalıdır.
* Ölçülü cam pipet ve büretlerde kalibrasyon esnasında menüsküs ayarlama (okuma) işlemi iki kez yapıldığından, bütçede bu bileşen iki kez alınmalıdır.
* Piknometrelerde taşma sonucunda dış bükey olarak oluşan menüsküs sıyrılarak alınmalıdır.
*Suyun yoğunluğu hem cam hacim ölçerler, hem de pistonlu hacim ölçerler için "Tanaka" formülü ile hesaplanmalıdır.
* Pistonlu pipetlerde tekrarlama belirsizliği için verilecek değer, ISO 8655-2 standardında belirtilen rastgele hata tolerans değerinin 1/5 den küçük olmamalıdır. (kök n sayısına bölündükten sonra)
* Belirsizlik bütçeleri anma hacmi için hazırlanmalıdır. örneğin, 1 mL lik bir pistonlu pipet için hazırlanan ölçüm belirsizliği hesaplamalarında, pipetin %10, %50 ve %100 kapasitelerinde performans testleri yaparak ve terazinin bu bölgelerdeki performansları dikkate alınarak Hacmin tamamı (anma hacmi) için belirsizlik değerleri hesaplanmalıdır. Dolayısı ile, örnek olarak; 1 mL için Türkak a beyan edilen 0,0005 mL belirsizlik değeri söz konusu ise, bu pipetin %10 da yani, 0,1 mL de verilecek belirsizlik değeri 0,0005 mL den az olamaz.Oktay Tamer DOĞAN (08.01.2018 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Hacimde Rastgele hata değerinin önemi Open or Close
Deney Laboratuvarlarının hacım alanında çoğunlukla önemli bir konuyu atladiklarina şahit oluyoruz.
Pistonlu pipetlerin kalibrasyon sertifikalarını değerlendirirken asıl önemli değerlendirmenin ISO 8655-2 Standardina göre rastgele hata degeri olması gerekirken , genelde sadece sistematik hata açısından değerlendirmeler yapılıyor maalesef.
Sistematik hatası toleranslarin içinde olduğu halde rastgele hatası tolerans dışı çıkabilen pipetler olabilmektedir. Böyle bir pipetin kullanılması büyük risk doğurmaktadır. Deney alanında Denetçilik yapan meslektaslarimdan da bu konuda duyarlı olmalarını rica ediyorum.
Rastgele hata değerinin tolerans dışı olduğu hususu denetimlerde tespit edilirse , gerektiğinde geriye dönük olarak uygun olmayan işin kontrolü maddesi çerçevesinde bir düzeltici faaliyet beklentisi bile dogabilir...Oktay Tamer DOĞAN
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Hassas optik açı ölçüm cihazı olan otokolimatörler için ilk defa TÜBİTAK UME’nin öncülüğünde hazırlanan bir kalibrasyon rehber dokümanı Open or Close
Tüm dünyada önemli bir kullanım alanına sahip olan EURAMET kalibrasyon rehber dokümanları kapsamında, hassas optik açı ölçüm cihazı olan otokolimatörler için ilk defa TÜBİTAK UME’nin öncülüğünde hazırlanan bir kalibrasyon rehber dokümanı yayımlandı.Avrupa Birliği Çerçeve Programları kapsamında, koordinatörlüğünü TÜBİTAK UME’den Doç. Dr. Tanfer YANDAYAN’ın yaptığı, uluslararası 16 ortaklı “SIB58 Angles Açı Ölçümleri Projesi" çıktılarından biri olarak hazırlanan ve EURAMET Calibration Guide No. 22 Calibration of Autocollimators “Otokolimatörlerin Kalibrasyonu” başlığıyla yayınlanan rehber doküman Temmuz 2017 tarihinde aşağıda bağlantısı verilen EURAMET (Avrupa Ulusal Metroloji Enstitüleri Birliği) web sitesinde yer aldı.
Rehber doküman, TÜBİTAK UME Boyutsal Laboratuvarının ve diğer ulusal metroloji enstitülerinin daha önce yaptığı çalışmalar ve SIB58 Angles projesinde üst düzey nanoradyan açı metrolojisi için yapılan araştırmalar kullanılarak, ikinci seviye kalibrasyon laboratuvarlarından, üst düzey araştırma yapan bilimsel kuruluşlara kadar geniş bir yelpazede yer alan kurumların ihtiyaçlarına cevap verebilecek kapasitede kullanıma sunuldu.
Rehber dokümanda kalibrasyonundan bahsedilen otokolimatörler, endüstride optik takımlama, ayar, açı ölçüm standart ve cihazlarının kalibrasyonuna ilave olarak, üst düzey bilimsel çalışmalarda, uzay, havacılık ve savunma sanayiinde geniş uygulama alanlarına sahip. NASA gibi kurumların uzay çalışmalarında kullandıkları ayna ve optiklerin nanoradyan seviyedeki açısal ayarlamalarında, CERN gibi hızlandırıcı merkezlerinde X ışınlarının yönlendirilmesinde faydalanılan aynaların hazırlanmasında, gezegenlere gönderilen uydularda kullanılan ivme ölçerlerin kalibrasyonunda, gama ışınları kullanılarak yapılan madde yapısı inceleme çalışmalarında, nanonewton seviyede kuvvet ölçümlerinde, kütle çekim sabitinin deneysel tespit edilmesinde, hassas açı ölçümlerinin temassız olarak gerçekleştirilmesinde otokolimatörler kullanılıyor.

-
ILAC G-8 (Guidelines on the Reporting of Compliance with Specification) rehber dokümanına göre uygunluk değerlendirmesi örnekleri; Open or Close
Aşağıdaki şekilde k=2 olarak % 95 güven aralığı için ölçüm belirsizliği değerleri ile birlikte verilen ölçüm sonuçları;
Durum 1 için, uygun (tolerans içi) denilebilir.
Durum 4 için, uygun değil (tolerans dışı) denilebilir.
Durum 2 ve durum 3 için ne uygun denilebilir, ne de uygun değil denilebilir.
Durum 2 ve durum 3 için yorum yapmamakta fayda vardır. (Yorumu kullanıcıya bırakmak gerekir)Oktay Tamer DOĞAN (11.01.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#

-
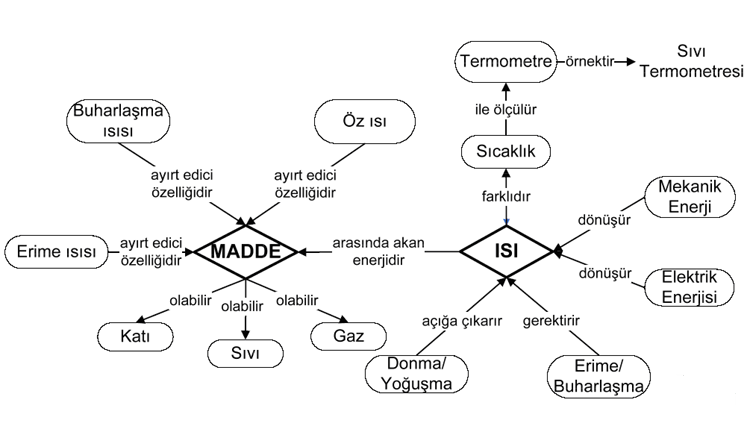
Isı ve Sıcaklık Aynı şeyler değildir! Open or Close
1- Isı bir enerji çeşidi, sıcaklık ise bir ölçümdür.
2- Isı kalorimetre kabı ile, sıcaklık termometre ile ölçülür.
3- Isı birimi SI brimler sisteminde "J" (Joule), günlük hayatta "cal" (kalori), sıcaklık birimi ise SI birimler siteminde "K" (Kelvin) günlük hayatta " °C " (derece Celsius)
4- Isı, madde miktarına bağlıdır, sıcaklık ise madde miktarına bağlı değildir.
Isı ve Sıcaklık Arasındaki İlişki :
Sıcaklık, bir maddenin aldığı ya da verdiği ısı enerjisinin göstergesidir. Bu nedenle sıcaklığın var olmasının nedeni ısı enerjisidir.
Bir maddeye ısı enerjisi verildiğinde verilen ısı enerjisini alan tanecikler bu ısı enerjisini kinetik enerjiye çevirir. Bu nedenle taneciklerin kinetik enerjisi artacağı için maddenin sıcaklığı artar.
Bir madde dışarıya ısı enerjisi verdiğinde taneciklerin kinetik enerjisi azalacağı için maddenin sıcaklığı azalır.Oktay Tamer DOĞAN (06.01.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen
-
Isılçift kalibrasyonlarında gerilim/sıcaklık ilişkisi Open or Close
Isılçift kalibrasyonlarında gerilim/sıcaklık ilişkisini belirlerken "EMF" ("Electromotive force" anlamı: akımı, yani elektronları harekete geçirici kuvvet) değerlerinin hesaplanması IEC 584 standardına göre yapılmaktadır. Isılçift kalibrasyonlarında daha düşük belirsizlik elde etme amacı ile düşük sıcaklıklarda (< 400 °C)Referans cihaz olarak direnç termometresi kullanılmakta olup, öncelikle elde edilen direnç değerleri gerçek sıcaklığa çevrilir. Daha sonra bu sıcaklık değerlerinin Isılçift sertifikasında mV olarak verilebilmesi ve yine sapmanın mV olarak tespit edilebilmesi için IEC 584 standardında bahsedilen metotlar kullanılabilir.
Seebeck katsayıları ile kullanılacak polinom denklemler vasıtasıyla EMF değerleri hesaplanabilir. Seebeck katsayıları IEC 584 standardında her bir ısılçift tipi için verilmiştir. "K" tipi bir ısılçift için örnek tabloyu ekteki görselde bulabilirsiniz. Yine "K" tipi bir ısılçift için denklem modellemesi ekteki görselde verilmiştir. Ayrıca bu hesaplamalar Sadece ısılçift kalibrasyonunda değil, Sıcaklık göstergelerinin ve sıcaklık simülatörlerinin kalibrasyonlarında da önem arz etmektedir.Oktay Tamer DOĞAN ( 18.05.2017 )

-
Isılçift kalibrasyonu hakkında yapılan bazı yanlış uygulamalar; Open or Close
1."B" tipi ısılçiftlerin negatif sıcaklık ölçüm yeteneği olmamasına rağmen, akreditasyon kapsamlarında bu ayrımın gösterilmemesi.
2.Daldırma derinliğine bağlı olarak oluşacak inhomojenite hatalarının sağlıklı olarak tespit edilememesi.
3.Isılçiftlerin kapsamlarda değerli metal esaslı (platin esaslı) ve endüstriyel olarak ayrımlarının belirtilmemesi.
4.Platin esaslı Isılçiftlerin ölçüm sıralamasında sıcaktan soğuğa doğru gidilmesi gerekirken, tam tersi uygulamaların yapılması.
5."B", "R" ve "S" tipi gibi platin esaslı Isılçiftler kullanmak yerine, "K" tipi gibi Histerezis ve kararlılık performası çok iyi olmayan bir Isılçifti referans cihaz olarak kullanmak.
6. Isılçiftlerin uluslararası standartlara göre belirlenmiş element oranları ile üretilmiş orjinal kabloları ve soketlerinin kullanılmaması, bunun yerine orjinal olmayan aksesuarlar kullanılması. Örneğin standartta Platinyum-Radyum ve Platinyum elementlerinden oluşan bir ısılçift için %13 oranında Radyum kullanılmayan veya platinyum saflık derecesi bir hayli kötü olan bir kablo kullanımı.
7. Kompanzasyon tekniğini buz noktası oluşturup uygulamak yerine, okuyucu cihazın otomatik kompanzasyon özelliğini kullanarak ölçümler yapmak.Oktay Tamer DOĞAN( 12.01.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Isılçift kalibrasyonu yapan Laboratuvarlar; Open or Close
Bu dokümanı dikkate almanızı öneriyorum. Dokümanda en dikkat çekici olan konu, multimetrenin çözünürlüğünün 1 µV dan daha iyi olması gerektiği
 ?ve yine multimetrenin belirsizliğinin ± 2 µV olması gerektiği hususlarıdır.
?ve yine multimetrenin belirsizliğinin ± 2 µV olması gerektiği hususlarıdır.
-
Isılçift mV ilişkisi Open or Close
Isılçiftlerde mV-Sıcaklık dönüşümünde EN 60584-1 standardındaki mV değerinin tablo yardımı ile sıcaklığa çevrilmesi Şöyle yapılır;
Sorgusu yapılan mV değerinin tablodaki yeri aranır eğer tam değer bulunamıyorsa aradığımız değerin bir üst değeri ve bir alt değeri tespit edilir. Örneğin; 7,3072 mV değerini arıyoruz. Kendisi tabloda yok o yüzden tabloya baktığımızda bir alt değeri olarak 7,302 buluruz, bir üst değer olarak ta 7,312 yi buluruz. İkisinin, yani üst değer ve alt değer arasındaki fark 0,010 mV dur. Bundan sonra yapmamız gereken aramış olduğumuz mV değerinden alt noktada bulunan mV değerini çıkartıyoruz, sonra bu değeri bulmuş olduğumuz fark değerine bölüyoruz. Yani matematiksel olarak şöyle; (7,3072-7,302) / 0,010=0,520 yapar. İşte bu bulmuş olduğumuz değer sıcaklık değeri olarak kabul edilir ve tabloda küçük olan mV değerine karşılık gelen sıcaklık değerine eklenir. Yani küçük olan değerimiz kaçtı? 7,302 mV du değil mi? 7,302 ye tabloda baktığımızda 796 °C sıcaklığa denk geldiğini görürüz. işte bulmuş olduğumuz 0,520 değerini bu değere ekleriz yani 796+0,520=796,52 °C yapar. Yani 7,3052 mV un “S” tipi Isılçift sıcaklık karşılığı 796,52 °C dur.
-
ISO 6789-1 ve 6789-2 ayrımı Open or Close
ISO 6789-1 standardı kalibrasyonu anlatmaz, kalibrasyon laboratuvarlarının asıl olarak ISO 6789-2 standardını dikkate almaları gerekmektedir.
Bilindiği üzere Standardın yeni revizyonu 2017 yılında yürürlüğe iki bölüm olarak girmiştir;
Bölüm 1 : Üretim sırasında tasarım ve kalite kontrolü için şartlar sunmaktadır. Ayrıca, tork el aletlerinin uygunluğunu belgelemek için şartnameler sağlar. Bölüm 1 altında yapılan kalite uygunluğu testi, üretim sırasında yeni bir tork aleti üzerinde yapılan testtir. Üreticilerin bu konuda teslim edecekleri belge, bir "kalibrasyon sertifikası" yerine "uygunluk beyanı" dır. Bunun nedeni, imalatçının cihazın standarda uyduğunu beyan etmesidir.
Bölüm 2 : Belirsizlik bütçelerinin oluşturulması ve kalibrasyon belgelerinin içeriği de dahil olmak üzere tork aletlerinin kalibrasyonunun gerekliliklerini tanımlamaktadır. Yani, kalibrasyon nasıl yapılır, belirsizliği nasıl hesaplanır ve sertifikası nasıl hazırlanır gibi konuların cevabı bu bölümdedir. Kalibrasyon laboratuvarları bu yüzden metot olarak bölüm 2 yi baz alıp beyanlarını bu yönde yapmalıdırlar. Ancak müşterileri tarafından bir uygunluk değerlendirmesi istenildiğinde bölüm 1 e atıf yaparak bu değerlendirme yapılabilir. (Tabi uygundur veya uygun değildir kelimeleri kullanmamaya dikkat edilmelidir)
Akredite Kalibrasyon laboratuvarları yeni standarda göre prosedürlerini ve belirsizlik hesaplama talimatlarını gözden geçirmeli ve metodun getirdiği yenilikleri bir an önce uygulamaya koymalıdır. Standardın yayın tarihi Nisan 2018 de artık bir yılı aşmış olacağından tüm laboratuvarların bu revizyonu gerçekleştirmiş olması önem arz etmektedir.
Yeni metotlar Bölüm 2 de gayet açık ve net olarak anlatılmıştır.
İlk geçişte tam olarak netlik kazanmamış hususlar olacaktır, kafa karışıklığına sebep olan bazı yorum farklılıkları olacaktır. zamanla, tecrübelerle, denetimlerde elde edilen iyileştirme fırsatları ile birlikte her şey yerine oturacak ve tüm laboratuvarlar artık daha sağlıklı tork el aleti kalibrasyonları yapar hale gelecektir.
19 Şubat 2018Oktay Tamer DOĞAN
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI Ölçüm #türkak #akreditasyon #ume #denetim #tork

-
ISO/IEC 17011:2017 Open or Close
Uygunluk değerlendirme kuruluşlarının akreditasyonunu gerçekleştiren kuruluşların şartlarını belirleyen ISO/IEC 17011 standardı bilindiği üzere kasım 2017 tarihinde revize oldu.
Yine aynı tarihte EA tarafından Almanya’nın başkenti Berlin’de düzenlenen toplantıda bu konu ile ilgili önemli kararlar alındı.
ILAC ve IAF tarafından kabul edilen karar gereği üç yıl içinde tüm akreditasyon kuruluşlarının yeni revizyona geçişlerinin sağlanması, 1 Temmuz 2018 tarihinden sonraki tüm eş değerlendirme denetimlerinin yeni revizyona göre yapılması gerekmektedir.
TÜRKAK’dan yapılan bilgilendirmelerde standardın yeni revizyonuna geçiş çalışmalarının başlamış olduğu, bu geçişle birlikte TÜRKAK’ın yönetim sisteminde, akreditasyon süreçlerinde ve akreditasyon kurallarında önemli yeniliklerin yapılacağı vurgulanmıştır.Bu durumda ISO 17025 standardına göre akredite olmuş laboratuvarların denetimlerinde de bu yenilikler uygulanmaya başlanacak ve laboratuvarlar bu değişikliklerden etkilenmiş olacaktır.
Oktay Tamer DOĞAN ( 23.05.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung#calibration #SI #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç#sıcaklık #hacim #kuvvet #terazi #tork #kütle #measurement#messunsicherheit #messen.

-
Kalibrasyon konusunda uzmanlık eğitim şekli Open or Close
Kalibrasyon konusunda uzmanlık eğitimine ihtiyacınız vardı ve bir yer ile anlaşarak bu eğitimi aldınız. Ancak eğer egitim sadece sunum üzerinden size anlatıldı (Daha doğrusu okundu) ise , kollar sıvanıpta laboratuvarda uzun uygulamalar yapilmadiysa, kalem kağıt alınıp tek tek ölçüm belirsizliği hesaplamaları , belirsizlik bütçeleri yapilmadiysa; bu eğitimden hiç bir hayır gelmez. Boş boşuna belkide bir dünya para vermiş olursunuz. Karşılığında, sadece işinize yaramayacak bir eğitim sertifikası almış olursunuz...
Oktay Tamer DOĞAN (27.12.2018 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Kalibrasyon yaptırdınız, sertifikanızı aldınız; peki, sertifikanın uygunluğunu değerlendirdiniz mi? Open or Close
Kalibrasyon yaptırdınız, sertifikanızı aldınız; peki, sertifikanın uygunluğunu değerlendirdiniz mi?• Kalibrasyonda Standart metot kullanılmış mı?
• Yeteri kadar ölçüm alınmış mı?
• Mutlak, rastgele, bağıl, sistematik sapmalar uygun mu?
• Ölçüm belirsizliği ihtiyacınızı karşılıyor mu?
• Cihaz nominal sınıf değerini karşılıyor mu?
• Standardın istediği ölçümler alınmış mı? (histerezis, tekrarl.)
• İhtiyacınızı karşılayan bir ölçüm aralığında mı kalibre edilmiş ?
• Kullanılan referans cihazla ilgili verilen bilgiler yeterli mi?
• cihazınızın marka, model, seri numaraları doğru yazılmış mı?
• İzlenebilirlik net olarak ifade ediliş mi?ISO 17025 madde 5.5 gereği bu kontrolleri yapmış olmanız gerekir. Kontrol etmeden önce, tabi ki kriterlerin önceden belirlenmiş olması gerekir.
kriterlerin yerine gelmiş veya gelmemiş olmasına yönelik uygulanacak aksiyon çalışması önceden tanımlanmış olmalıdır...
-
Kaplama / boya kalınlık ölçer kalibrasyon toleransları Open or Close
Boya/kaplama kalınlık ölçerlerin TS 2311 EN ISO 2178 standardına göre ölçüm doğruluk toleransı, kalibrasyonda kullanılan referans folyo nominal değerinin % 10 nu veya 1,5 µm değerini geçmemelidir. (hangisi büyükse)
Oktay Tamer DOĞAN
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM#ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği#uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle#measurement #messunsicherheit#messen
-
Kumpas standartları Open or Close
Uygunluk değerlendirme kuruluşları kumpas konusunda Büyük bir belirsizlik içinde!
Kumpaslar 2019 yılına kadar DIN 862 standardına göre üretilirlerdi. Ancak bu standart DIN tarafından 2019 yılında geri çekildi ve yerine ISO 13385-1 standardı dikkate alınmaya başlandı.
Kalibrasyon yöntemi Dünyanın büyük bir bölümünde, VDI/VDE/DGQ 2618 Bölüm 9.1 rehber dokümanına göre belirlenmektedir ve bu doküman en son 2006 yılında revize olmuştur.
DIN 862 standardının Verifikasyon amaçlı, yasal metroloji zemininde Üreticilerin daha çok dikkate aldığı ve bir kalibrasyon standardı olmadığı zaten biliniyordu.
VDI/VDE/DGQ 2618 Bölüm 9.1 rehber dokümanında verilen toleranslar eski DIN 862' den alınmıştır. Yeni standart (ISO 13385-1) Toleransları eski tolerans değerleri ile benzerlikler gösterse de, Bazı ölçüm aralıklarında farklı değerlere rastlamak mümkündür. Üstelik yeni standart en fazla 1000 mm ölçüm aralığına sahip kumpasları dikkate almakta ve iki farklı tolerans yaklaşımı söz konusu olmuştur.
(EMPE ve SMPE)
Bu yüzden, Üreticiler, satış firmaları, kalibrasyon laboratuvarları başta olmak üzere tüm sektör temsilcilerin beyanatlarını yeni standardın gerekliliklerine göre revize etmeleri kaçınılmazdır.
Uygunluk değerlendirmesi için kullanıcı bazlı, risk temelli bir yaklaşım sergileyerek tolerans belirlemekte fayda vardır. Mutlaka bir standart dikkate alınacaksa, hangi standardın dikkate alınacağı ve karar kuralının ne olacağı hususunda müşteri ile mutabık kalınmalıdır.
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #ume #accreditation #uncertainty #ILAC #metrologia #metrologiya #ISO17025 #türkak #turkak #IAF #DKD #PTB #BIPM #oiml #ISO #kalite #Metrolog #Metrologist
Şubat 2023 OTD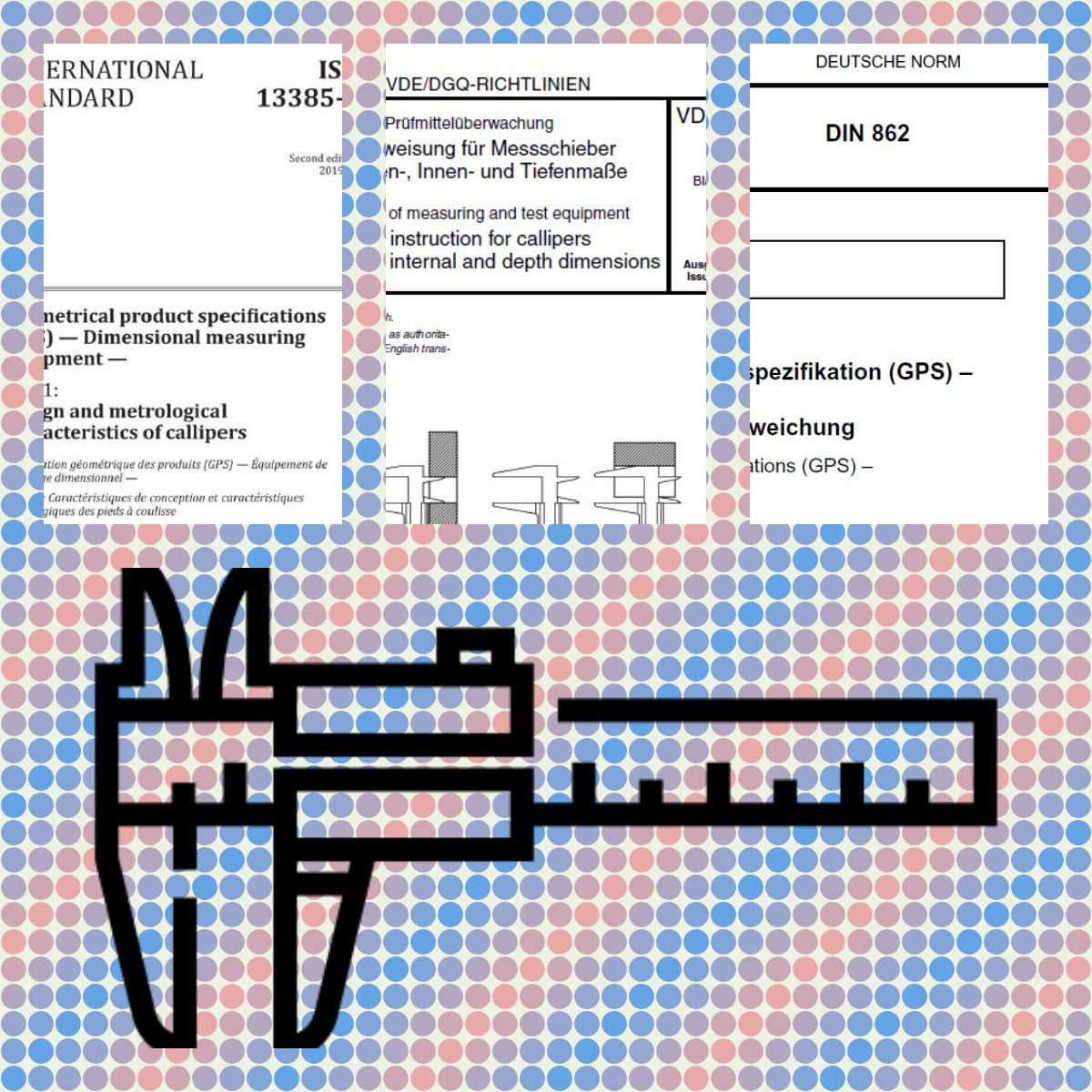
-
Kütle kalibrasyonu için dikkat edilmesi gereken bazı hususlar Open or Close
1.Kalibrasyonu yapılan kütle için Hesapladığınız ölçüm belirsizliği, kütlenin OIML tolerans değerinin 1/3 nü geçmemesi gerekir.
2.Konvansiyonel değerin toleransı aşması durumunda bir alt sınıf ile tanımlama yapılmaz. (örneğin; E2 kütle tolerans değeri aşmış ve F1 sınıfı toleransları sağlıyor diyelim. Ancak bu kütleye F1 sınıfı diyemezsiniz. Sınıf dışı denilmesi daha doğrudur.)
3.OIML R-111 e göre sınıfının içindedir şeklinde bir ifade kullanmamalısınız. Zira, sınıfı belirleyen başka unsurlar da vardır. Siz sadece kalibrasyon sonuçlarına göre değerlendirmelisiniz. konvansiyonel değer baz alınarak, "Konvansiyonel toleransları içindedir" gibi bir ifade daha doğru olacaktır. (tabi, ölçüm belirsizliğini unutmamalısınız. Sapma+belirsizlik toleransın içinde olmalıdır.
4. Ölçüm belirsizliği bütçeleri bir iki tane örnek değil, Kapsamdaki tüm kütle değerlerinin her biri için ayrı ayrı oluşturulmalıdır.
5. Kütle kalibrasyonun da kullanılan terazilerin kalibrasyonu yapılmaz ;
Bu teraziler için performans testi yapılır. Merkez dışı yükleme farkları ve tekrarlanabilirlik performansı ortaya çıkarılıp, belirsizlik hesaplamalarında kullanılır.
Bazı Kütle ölçüm belirsizliği bütçelerinde Terazinin kalibrasyon belirsizliği şeklinde bir belirsizlik bileşeni oluşturulduğunu görmekteyiz. Bu tamamen yanlış bir uygulamadır.6. Performans testlerinin bir defaya mahsus değil, farklı ortam şartlarında, farklı zamanlarda bol miktarda yapılması önemidir.
Siz kendi denemelerinizde her ne kadar iyi değerler elde etmiş olsanız dahi, denetim esnasında performansın yetersiz çıkması tüm emeklerin ziyan olmasına sebebiyet verebilir...
Oktay Tamer DOĞAN (15.01.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen
-
Kütle kalibrasyonunda terazi çözünürlüğü Open or Close
Kütle kalibrasyonunda terazi çözünürlüğü ne olmalıdır ile ilgili farklı görüşler var. Peki bu işin bir standardı yok mu? Standartlar ne diyor? Diye sorabilirsiniz. Kütle kalibrasyonunda herkesi kullandığı standart, yani OIML R 111-1 Kalibrasyonda kullanılacak terazinin çözünürlüğü de dahil olmak üzere diğer etmenler (Tekrarlanabilirlik, köşe yükü vb.) gerekli belirsizliği sağlayacak kadar olmalıdır diyor. Gerekli belirsizlik ne kadar peki? Kalibrasyonu yapılan kütlenin tolerans değerinden 3 kat daha iyi genişletilmiş belirsizlik verilmesi şartı vardır.
Yani terazinin çözünürlüğü kaç olmalıdır? Denetçi bu konuyu pek tabi inceleyecektir. İki farklı yaklaşım ön plana çıkmaktadır. Her iki yöntem de aslında hemen hemen aynı sonucu vermektedir. Asıl olan 1/3 kuralına uymaktır.
Yaklaşımlardan bir tanesi; terazi çözünürlüğü kalibrasyonu yapılan kütlenin tolerans değerinden 10 kat daha küçük bir değer olmalıdır görüşüdür. Diğeri ise; Kalibrasyonu yapılan kütleye verilecek belirsizlik değeri hesaplandığında Genişletilmiş belirsizlik değeri kütlenin tolerans değerinden 3 kat daha iyi olmalıdır. Örneğin; F1 sınıfı bir 5 kg kütle 10 mg çözünürlüklü terazide kalibre edilir mi diye bakacak olursak bu yaklaşıma göre; 5 kg F1 için verilebilecek en iyi belirsizlik 8,33 mg dır. Peki kullanılan terazi ile 8,33 mg değeri elde edilir mi? Çözünürlük değeri zaten 10 mg olduğu için bu değeri elde etmek neredeyse imkansızdır. Unutmayın Çözünürlük değeri ana etmendir. Büyük olursa diğer bileşenlerde ona göre büyük olur. -
Kütle ve manyetizma Open or Close
Euramet cg-18 diyorki; Yüksek çözünürlüklü cihazlarda, manyetik etkileşimin gözlemlenebilir bir etkisinin olup olmadığını kontrol etmek önerilir. Standart bir ağırlık, metal olmayan bir malzemeden (örneğin ahşap, plastik) yapılmış bir ara parça ile birlikte tartılır ve ara parça, ağırlığın üstüne veya altına yerleştirilerek iki farklı gösterge elde edilir. Bu iki gösterge arasındaki fark sıfırdan önemli ölçüde farklıysa, bu durum kalibrasyon sertifikasında bir uyarı olarak belirtilmelidir.
Terazide olabileceği gibi Ağırlığın kendisinde de Manyetik bir etki olabilir. Belkide ağırlığın düzü ve tersi birbirinden farklı tartım değerleri gösterebilir! (Daha önce yaşanmıştı)
Eylül 2025 -
Kütlenizin ara kontrol kriterini ne olarak belirlediniz? Open or Close
Kütlenizin ara kontrol kriterini ne olarak belirlediniz?
Birçok laboratuvar OIML toleransları içinde olması kriterini koyuyor. Bu, bir hatadır arkadaşlar;
Örneğin Laboratuvar 20 kg M1 kütlesi için kalibrasyon yaptırdı, sapma -550 mg çıktı. 6 ay sonra ara kontrol yapıldı, sapma +500 mg geldi. her iki sonuçta normalde tolerans içinde görünüyor. Ancak kütlede mutlak olarak 1050 mg drift meydana gelmiş ve laboratuvar bu sonuca uygun diyerek kütlesini kullanmaya devam ediyor. Ölçüm belirsizliğinden hiç bahsetmiyorum bile...Oktay Tamer DOĞAN ( 06.10.2017)

-
Kuvvet kalibrasyonu belirsizlik hesaplamalarında dikkatten kaçan bazı konular; Open or Close
Bilindiği gibi, Euramet cg-04 rehber dokümanına göre Çekme/basma test cihazlarının kalibrasyonunda Transfer standardından gelen belirsizlik değeri 0,5 sınıfı yük hücreleri için minimum % 0,16 ve 1.sınıf yük hücreleri için % 0,32 alınabilir.
Yük hücresini her kalibrasyon yaptırıldığında cihazın drift değerlerini tespit etmeli ve bağıl değer olarak hesaplayarak yük hücresi belirsizlik değerine eklenmelidir. Ayrıca yine interpolasyon belirsizliği de hesaplanarak bağıl değer olarak yük hücresi belirsizliğine eklenmelidir.
Bu eklemeler aşağıda verilen formülasyon ile yapılıp elde edilen değerin 0,5 sınıfı için % 0,16 yı geçmediği doğrulanmalıdır. Eğer 0,16 yı geçerse kapsamda en iyi belirsizlik değeri hesaplanan değer olarak verilmelidir. (Örneğin % 0,18)
Özet olarak transfer standardı belirsizliği şu şekilde hesaplanır;Karekök içinde; Yük hücresi belirsizliğinin karesi+sıcaklık etkisinin karesi+drift hatasının karesi+interpolasyon hatasının karesi dir.
Oktay Tamer DOĞAN (18.06.2016)

-
Laboratuvarlar arası ikili karşılaştırma Open or Close
Laboratuvarların kendi aralarında yaptıkları ikili karşılaştırmalar bir kalite kontrol faaliyetidir evet , ancak bu çalışmalar çoklu katılımlar ile gerçekleştirilen ve İSO 17043 gizlilik şartlarını sağlayan LAK çalışmalarının yerini alamaz.
Laboratuvar öncelikle çoklu açılmış olan LAK lara katılım sağlamayı hedeflemelidir. Spesifik bir alan dan dolayı açılmamış veya organizatör kuruluşların planlarinda açılmış bir LAK bulunamadığı durumlarda ikili karşılaştırma düşünülebilir. Ancak ikili karşılaştırma nın bir organizator firma tarafından düzenlenmesine ve 17043 gizlilik şartlarının yerine getirilmiş olmasına dikkat edilmesi gerekir.
Sadece iki firmanın kendi arasında yaptığı karşılaştırma çalışması da ayrıca bir kalite kontrol faaliyeti olarak denetimlerde Denetçilere gösterilebilir.Oktay Tamer DOĞAN

#kalibrasyon #metroloji #metrologie #metrology #kalibrierung#calibration #SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume#denetim #laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit#basınç #sıcaklık #hacim #kuvvet #terazi #tork #kütle #measurement#messunsicherheit #messen.
-
Laboratuvarlar arası karşılaştırma ölçümlerine Katılım Düzeyi ve Sıklığı ne olmalıdır? Open or Close
Laboratuvarlar arası karşılaştırma ölçümlerine Katılım Düzeyi ve Sıklığı ne olmalıdır? her bir parametre de katılmak zorunda mıyız? gibi sorular sıkça sorulmaktadır.
Öncelikle bu konu ile ilgili rehber alınması gereken dokümanlardan biri olan EA-4/18 ışığında kalibrasyon laboratuvarları için bilgilendirme amaçlı bir paylaşım yapmak istiyorum;
Laboratuvarların atması gereken ilk adım akredite oldukları testler/kalibrasyonlara ilişkin alt disiplinleri belirlemektir. İdeal olarak bir laboratuvar kullandığı her ölçüm tekniği için ve her bir üründe ölçümü yapılan tüm nitelikler için özel bir PT’ye (yeterlilik testi veya karşılaştırma ölçümleri) katılır. Ancak, bunun gerek lojistik gerekse ekonomik olarak uygulanabilir olmadığı kabul edilmektedir. Bu nedenle akreditasyon kuruluşları laboratuvarlardan ölçüm teknikleri, nitelik ve ürün setlerinden oluşan gruplar belirlemesini istemeli. Söz konusu setlerden birinin PT sonucu grup içindeki ölçüm teknikleri, nitelik ve üründen oluşan diğer setlerle doğrudan ilişkilendirilebilir. Ölçüm teknikleri, nitelik ve ürün setlerinden oluşan gruplara alt disiplin adı verilir.
Yukarıda açıklaması yapıldığı şekilde bir alt disiplin içinde denklik ve karşılaştırabilirlik gösterilebildiği sürece birden fazla ölçüm tekniği, nitelik veya ürün yer alabilir. Bir alt disiplin belirlenirken bir laboratuvarın ilk değerlendirmesi genel olarak farklı teknik yeterlilikler içermemek olmalıdır. Farklı teknik yeterlilikler için genellikle farklı nitelikler, etiğim ve farklı ekipman, bilgi veya deneyim gerekebilir.
Kalibrasyon laboratuvarları için yukarıda bahsedilen setler ile ilgili bazı örnekler vermek istiyorum; (Not: burada verilen örnekler tamamen şahsım tarafından oluşturulmuş ve herhangi bir bağlayıcılığı olmayıp, kalibrasyon laboratuvarlarına bilgi amaçlı olarak paylaşılmıştır.)
Boyut: (set.1 Kumpas, mihengir, kalınlık ölçer) (set.2 radyus mastarı, vida tarağı, elek, optik skala) set.3 Vida halka mastar, tampon mastar, iç çap halka mastar) bu setlerin dışında olup ayrı ölçme tekniği gerektiren bazı cihazlar ise şunlardır; Paralel blok mastar, şerit metre, açı mastarları, komparatör saatleri, plate, su terazisi,mikrometre vs.
Sıcaklık: (set.1 Direnç termometresi, Isılçift, Göstergeli sıcaklık ölçer, blok kalibratör) (set.2 etüv, inkübatör, su banyosu, soğutucu) bu setlerin dışında olup ayrı ölçme tekniği gerektiren bazı cihazlar ise şunlardır; Sıvılı cam termometre, Sıcaklık nem ölçer, sıcaklık göstergesi, radyasyon termometresi.
Basınç: Eğer kapsamda mevcut ise bağıl basınç ve mutlak basınç olmak üzere her ikisinde de karşılaştırmaya katılınmalıdır. Ayrıca, negatif basınç farklı bir ölçme tekniği gerektirdiğinden bu konuda da karşılaştırmaya katılım önemlidir. Basınç transduser veya transmitter gibi konular ve tabiki kapsamda varsa fark basınç ölçerler ile ilgili yine ayrıca LAK katılımı gerekir.
Hacim: Pistonlu hacim ölçerler den herhangi bir tanesi (büret, pipet, dispenser) Cam hacim ölçerler den de bir tanesinde (pipet, balon joje, mezur, büret) katılmak gerekir.
Kuvvet: Çekme test cihazı, Basma test cihazı, extensometre, el tipi kuvvet ölçer konularında katılmak gerekir.
Sertlik: optik iz geometrisi okuma, kuvvet ölçme, iz derinlik ölçme, uç geometrisi ölçme konularında, shoremetre chazlarında karşılaştırma gerekir.
Terazi: analitik teraziler ve büyük kapasiteli teraziler konusunda, ayrıca kapsamda varsa ikame ağırlıklar ile yapılacak terazi kalibrasyonu konusunda karşılaştırmalar gerekir.
Mekanik Güç: Darbe test cihazlarında pandül kuvvetinin ölçülmesi, pandül kol boyunun ölçülmesi gibi konularda karşılaştırma gerekir.
Kütle: E sınıfı veya F sınıfı, ayrıca M sınıfında karşılaştırma gerekir.
Elektrik: Pens özellikli akım ölçerler, Multimetreler, miliohm metreler, izolasyon test cihazları, yüksek gerilim ve yüksek akım ölçerler de karşılaştırma gerekir. (AC ve DC farklarını unutmamak gerekir)
Tork: el tipi tork el aletleri ve tornavida tipi tork ölçme aletlerinde karşılaştırma gerekir.Oktay Tamer DOĞAN (19.01.2018) -
Makinem illaki birinci sınıf olmalı diyen arkadaşlar Open or Close
% -1,1 q değeri çıkmış bir beton presi doğal olarak 2.sınıf çıkmaktadır (belirsizlik dikkate alınmadan). Makine sahibi hayır olmaz, makinem 1.sınıf çıkmalı diyor demek ki o yüzden mukavemet düşük çıkıyormuş diyor.
Ne kadar düşük çıkıyor diye soruyorum, net bir şey söyleyemiyor.
Dur ben sana hesaplayayım diyorum ve örnek bir kırım yapıyoruz. Numune 787,5 kN kuvvet değerinde kırılıyor. standart küp numune için 22500 mm2 alan olduğuna göre hesaplanan basınç dayanım değeri 35 MPa yapar. Makinenin sapmasını devreye sokarsak, % 1,1 eksi sapma olduğu için gerçek değer; 778,83 kN çıkmaktadır bunun MPa karşılığı da; 34,61 çıkmaktadır. Aradaki fark 0,39 MPa dır. zaten kırım sonuçlarında 0,5 MPa lık sonuçların yuvarlatılarak kayıt edildiğini biliyoruz. Sonuçta makine sahibinin yorumu; Allah Allah bu kadarcık mı fark ediyor? Emin misiniz? diyor?
Makinem illaki birinci sınıf olmalı diyen arkadaşlara sesleniyorum; Öncelikle kendilerinden kalibrasyon sertifikasında ki sonuçları nasıl değerlendirmeliyiz diye bilgi sahibi olmalarını rica ediyorum...Oktay Tamer DOĞAN ( 27.12.2017 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Metot değiştirmek zorunda değilsiniz ! Open or Close
Uluslararası geçerliliği olan (geçerli kılınmış) metotlar kullanıldığı müddetçe, metodun gereklilikleri yerine getirildiği sürece ve en önemlisi de, müşteri onayı ile gönüllülük sağlanması durumunda dilediğiniz metodu seçebilirsiniz. (yasal bir zorunluluk yoksa)

-
Mikrometre uzatma çubukları Open or Close
Bazen kullanıcılar Mikrometrelerinin hatalı kalibrasyon yapıldığını, hatta sıfır ayarının (25 mm) hatalı yapıldığını, kendi kullanımlarında cihazın sıfır hatasında farklılık olduğundan falan bahsederler.
Tekrar hatırlatmakta fayda var; Kalibrasyon laboratuvarları sıfır ayarını kendi paralel blok mastarlarını kullanarak yaparlar. Sonraki ölçümlerde hep bu ayar üzerinden gidilerek ölçümler alınır. Bu yüzden kullanıcı kendi çubuğunu dikkate alarak ölçüm yapılmasını istiyorsa bunu kalibrasyon laboratuvarına bildirebilir. Veya çubuğun ayrıca kalibrasyon yapılmasını talep edebilir. Kalibrasyon sonuçlarına göre düzeltmeler yaparak çubuğu baz alıp kullanım yapabilirler. Eğer çubuk baz alınarak kalibrasyon yapılacaksa, ISO 17025 gereği; Kalibrasyon laboratuvarı Müşteri isteğine göre ayarlar ve ölçümler için bilmem kaç seri numaralı ayar çubuğunu kullandığını feragat beyanı olarak sertifikasında yazacaktır. Peki ayar çubuğu ile mastar arasında çok fark var mıdır? Cevap: Tabi ki vardır, nanometreler ile ifade edilen paralel blok sapmaları, ayar çubuklarında bazen mikrometrelere kadar çıkabilmektedir.
Kasım 2024
-
Multimetrelerde kavram farklılıkları Open or Close
Dijit:
Digital bir multimetre de ölçülen değerler sayısal bir göstergede ondalık sayı sisteminde görüntülenir , yani direkt olarak büyüklük okunur. Bu sayısal göstergedeki hane sayısı o multimetre için dijit sayısını veya o göstergede okunabilecek maksimum büyüklüğü ifade eder.
Örneğin : 3 ½ Digit = 1999 büyüklüğünü, 4 ½ Dijit = 19999 büyüklüğünü ifade eder.
Burada tam sayı göstergede 0 dan 9 'a kadar sayıları gösterebilen hane sayısı 1/2 ise 0 veya 1 sayısını gösterebilen haneyi ifade eder. Hane sayısının büyüklüğü multimetre 'nin hassasiyetini ve doğruluğunu da belirler , 4 ½ Dijit multimetreler, 3 ½ Dijit multimetreler den daha hassas ve doğrudurlar. Çünkü digit sayısı multimetreyi oluşturan Analo&Digital dönüştürücüye bağlıdır. Günümüzde üretilmekte olan multimetreler minimum 3 ½ digit göstergelidir.Count :
Digit ifadesinin farklı bir ifade şeklidir. Günümüzde 3 ½ ve 4 ½ gibi yarımlı tamsayılardan oluşan göstergelere ilaveten 3 ¾ ve 4 ¾ gibi çeyrekle ifade edilen göstergeler üretilmeye başlandı , fakat bu çeyrekli gösterge sistemi önceleri 3200 gibi sayıları ifade ederken günümüzde 3200 ile 4000 arasındaki sayıları ifade eder oldu. İşte bu karmaşayı ortadan kaldırmak için dijit yani hane sayısı yerine göstergede görüntülenebilecek en büyük sayıyı ifade eden rakam Count olarak tanımlanmaya başlandı.Örneğin : 3 ½ Digit =1999 Count; 4 ½ Dijit = 19999 Count ; 3 ¾ Digit = 4000 Count 4 ¾ Digit = 40000 Count gibi. Count ifadesi Digital multimetreler ifade etmek için karışıklıkları önlemesi bakımından daha sağlıklı bir ifade şeklidir.
Accuracy (Doğruluk)
Özel koşullar altında müsaade edilebilen en büyük hatadır. Dijital multimetrelerde ölçüm hatası temel iki sebepten meydana gelir. Bu hatalar o dijital multimetrede kullanılan Analog&Dijital çeviriciden ve kademelerin oluşturulması için kullanılan gerilim bölücü direnç gruplarından kaynaklanır. Bu hata miktarı teknik dökümanlarda ±1% veya ±(1%+2) şeklinde verilir.
Örneğin ; ölçüm hatası ±1% olarak verilmiş bir multimetre ile 100.0 V olan bir gerilim ölçülürken bu multimetrenin ekranından okunacak değer 99.0 V ile 101.0 V arasında , ±(1%+2) olarak verilmiş bir multimetrede ise 98.8 V ile 101.2 V arası olabilecektir demektir. Dijital multimetrelerde ağırlıklı kullanılan ifade ±(1%+2) şeklinde olandır , çünkü digital göstergeli tüm cihazlarda son hanedeki sayı ölçü aletinin yapısına , kademesine ve ölçülen birime göre sapma veya değişim gösterir. Analog ölçü cihazlarında hata tam skalada belirlenir. Okunan alanda değil , tam skala üzerinden doğruluk bulunur. Örneğin ; ±2% veya 3% (Full skala) gibi.
05.02.2018 -
Nem ölçer Open or Close
Bağıl Nem ölçerlerin kalibrasyonunda nem ölçümleri ortam sıcaklığında alındıysa (örneğin, 25 °C) Kullanımda eğer sıcaklık farklı ise (Örneğin 30 °C) Nem değerindeki sapmanın aynı olacağını kimse iddia edemez! Bu yüzden sağlıklı bir Bağıl Nem ölçer Kalibrasyonu için bir sıcaklık aralığı seçildikten sonra Nem kalibrasyon noktalarını belirlemek en doğru yol olacaktır.
Çalışılacak Kalibrasyon Laboratuvarının İstenilen sıcaklıkta istenilen Nem değerinden akredite olduğundan emin olunmalıdır.
Ekim 2025 -
Newton birimi ve yerçekimi kuvveti Open or Close
Malzeme test makinelerinde zaman zaman "N" biriminin kullanılmadığına, "kgf" şeklinde bir birim ile gösterge sisteminin oluşturulduğunu görmekteyiz. Kuvvet konusunda SI birimler sisteminde kullanılan birim "N" Newton'dur. Bu birim dışında kullanılan diğer birimler için kalibrasyon sertifikalarında dönüşüm katsayıları mutlaka verilmelidir. "kgf" biriminde çalışan bir makine kalibrasyonunda yerel yer çekimi ivmesi bilinerek, sertifikada belirtilmelidir. Dönüşümlerde Genellikle nominal değer olarak kabul edilen 9,80665 m/s² değeri kullanılmaktadır. Ancak yüksek hassasiyet gerektiren kalibrasyon işlemlerinde Nominal değer yerine yerel yer çekimi ivme değeri tespit edilip, dönüşüm bu değere göre yapılarak makinenin kullanılması önem arz etmektedir. Yerel yer çekimi tespiti için Almanya ulusal metroloji kuruluşunun (PTB) hazırlamış olduğu Web tabanlı bir program İnternet'te ücretsiz olarak hizmet vermektedir. Site adresi; "http://www.ptb.de/cartoweb3/SISproject.php" Sitede dünyanın neresi olursa olsun, her yer için yerel yer çekimi ivme değerini kısa bir süre içinde ve yüksek doğrulukla tespit edebilmek mümkün. Yaklaşık olarak 0,0001 m/s² ile 0,0002 m/s² değerleri arasında bir belirsizlik ile bu tahminler hassas bir şekilde yapılmaktadır.
Oktay Tamer DOĞAN (16.01.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
NIST, Planck sabitini daha düşük belirsizlik ile yeniden belirledi Open or Close
NIST, Planck sabitini daha düşük belirsizlik ile yeniden belirledi.
Yeni değerleri; 6.626069934 x 10-34 kg ∙ m2 / s olup sadece milyarda 13 belirsizlik arz etmektedir. 2016 yılında yayınlanan NIST'in daha önceki ölçümünde, milyarda 34 bir belirsizlik vardı.(Bu arada, bilim dünyası Ünlü Alman bilim insanı Max Planck'ı saygıyla anıyor)
-
NIST'in Million Pound Deadweight Makinesi; Open or Close
NIST'in Million Pound Deadweight Makinesi;Geçen yıl büyük bir restorasyona girdikten sonra, dünyadaki en büyük bu benzersiz makine, NASA, havacılık şirketleri ve daha fazlası için yeniden hizmet vermeye devam ediyor.1 milyon pound (lb) Ölü ağırlık kullanarak yaklaşık 4450 kN kuvvet ölçen yük hücrelerinin kalibrasyonu yapılabiliyor. bu rakam ölü ağırlık ile dünyanın en büyüğüdür.Hidrolik desteği ile en yüksek değere ise Almanya da, PTB' de çıkılabiliyor (16,5 MN)Oktay Tamer DOĞAN#kalibrasyon #metroloji #metrologie #metrology #kalibrierung#calibration #SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon#ume #denetim #laboratuvar #ölçümbelirsizliği #uncertainty#unsicherheit #basınç #sıcaklık #hacim #kuvvet #terazi #tork #kütle#measurement #messunsicherheit #messen
-
Ölçüm belirsizliği bütçelerini hazırlarken EA-4/02 standardını baz almanın sebepleri Open or Close
Hazırlanan bütçe gösterimleri standartta örnek olarak verilen şablon içeriğinde hazırlanmalıdır. Zaman zaman standarttaki örneklerden çok farklı gösterimler yapıldığını görebilmekteyiz.
Bir belirsizlik bütçesinde olmaz sa olmaz olan kısımlar şunlardır;
İlk sütunda Belirsizliği hesaplanacak olan ölçüm büyüklüğü (niceliği) için sembol gösterimi olmalıdır. ikinci sütunda, tahmini değer olmalıdır. üçüncü sütunda, standart belirsizlik değeri olmalıdır ve bunun sembolü mutlaka küçük "u" harfi ile gösterilmelidir. Dördüncü sütunda, istatistiki dağılım türünün ne olduğu belirtilmelidir ( örneğin, normal dağılım, dikdörtgensel dağılım, üçgensel dağılım vb.)Beşinci sütunda, duyarlılık katsayısı belirtilmelidir. Altıncı ve son sütunda ise Varyans sembolü kullanarak belirsizlik katkısı ifadesi kullanılmalıdır.
En son, bütçeden elde edilmiş değerler ile toplam standart belirsizlik değeri ve daha sonra genişletilmiş belirsizlik değerinin gösterimi büyük "U" ile yapılmalıdır.
Aşağıda EA4-02 standardından alınmış örnek bir belirsizlik bütçesi gösterimi ve ikinci görselde ise, elde edilen belirsizlik değerinin nasıl ifade edileceğine yönelik bir örnek gösterim vardır.Oktay Tamer DOĞAN (09.01.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Ölçüm belirsizliği hesaplamalarını yapan personelin görevinden ayrılması durumunda Open or Close
Ölçüm belirsizliği hesaplamalarını yapan personelin görevinden ayrılması durumunda konunun önemine binaen ölçüm belirsizliği bütçeleri yeniden gözden geçirilmelidir. Belirsizlik katkılarını oluşturan deney/kalibrasyonlar, performans testleri, analizler vb. gibi veriler ayrılan personel tarafından gerçekleştirilmişse tekrardan yeni görevlendirilmiş personeller tarafından gerçekleştirilerek hesaplamalar güncellenmelidir. Ayrılan personel tekrar üretilebilirliğin bir parçası ise o personel verileri standart sapmalardan çıkarılarak yeni değer elde edilebilir. (Yeni değer küçülebilir de, büyüyebilir de) Personel etkisinin olmadığı veya çok az olduğu alanlar için (örneğin elektrik alanı) ihmal edilebilir.
Ayrıca, ölçüm belirsizliği bütçeleri periyodik aralıklar ile sürekli gözden geçirilmelidir.
Belirsizlik değerlerinde bir değişiklik çıkması durumunda; eğer beyan edilen en iyi belirsizlik değerinden daha küçük bir belirsizlik bulunmuş ise, ilk Türkak denetimi beklenip denetçi onayından sonra yürürlüğe konulmalıdır. daha büyük bir belirsizlik bulunması durumunda denetimi beklemeden derhal yürürlüğe konulmalıdır.Oktay Tamer DOĞAN ( 25.12.2017 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle

-
Ölü ağırlık test sistemi ile Basınç hesaplamak için gerekli veriler; Open or Close
• Efektif alan
• Efektif alan drift
• Basınç deformasyon katsayısı
• Yerel yerçekimi ivmesi
• Kullanılan Akışkan yoğunluğu
• Havanın yoğunluğu
• Kütlelerin yoğunluğu
• Sıcaklık etkisi
• Termal genleşme katsayısı
• Akışkan yoğunluk değişimi
• Havanın kaldırma kuvveti
• Kütle belirsizliği
• Diklik
• Yüzey gerilimi
• Yükseklik farkı
-
Piknometre Open or Close
Bir Piknometrenin gerçek kapasitesi, % 95 güven düzeyinde (k = 2) aşağıdaki değerleri aşmayan ölçüm belirsizliği ile belirlenir
Oktay Tamer DOĞAN ( 20.11.2017)

-
Pistonlu pipet konusunda yapılan LAK organizasyonlarında dikkat edilmesi gerekenler Open or Close
Pistonlu pipet konusunda yapılan LAK organizasyonları için çok sayıda yakınma ve olumsuz görüşler almaktayım;Şahsi görüşüm, pistonlu pipet konusundaki LAK çalışmalarında yaşanan sıkıntıların iki önemli sebebi var. Birincisi; pipetin kendi orijinal uçlarının katılımcıya gönderilmeden, her katılımcının kendi ucuyla ölçüm alınmasına izin verilmesidir. Şimdi bana, efendim uç bu kadar fark eder mi ki? Diyen arkadaşlarım olacaktır. Evet, fark eder… Yaptığım analitik çalışmalarda farklı kalitedeki uçlar ile elde edilen değerlerin En değerini sınır dışı çıkardığını bizzat tespit ettim.
İkinci önemli husus ise; Pipetin tekrarlama kabiliyetidir. Karşılaştırmaya girecek olan pipetin tekrarlana bilirliği iyi olmalıdır. Peki ne kadar iyi olmalıdır? Bence ISO 8655-2 standardındaki rastgele hata tolerans değerinin 1/3 ne eşit veya daha iyi olmalıdır.
Ayrıca pipetin ısıl genleşme katsayısının mutlaka katılımcılara bildirilmesi gerekmektedir.
Bir diğer önemli husus; Katılımcıların karşılaştırma ölçümü için çok düşük ölçüm belirsizliği beyan etmeleridir. Bir çok katılımcının iyi ölçümler yaptığı halde düşük belirsizlikten dolayı kötü bir sonuç ile karşılaştığına şahit oldum.
Oktay Tamer DOĞAN
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
Pistonlu pipetlerde 20461 Çözünürlük konusu Open or Close
Sıkça sorulan bir konuya açıklık getirmek istiyorum;
ISO/TR 20461:2023 dokümanında 7.3 maddesinde yer alan “Standard uncertainty of setting” isimli bileşen, en iyi belirsizlik bütçesinde dikkate alınacak mı?/alınmalı mı?
Dokümanda da yazdığı gibi, set etmekten kaynaklı bir hata olduğunu ve bu hatanın hacim değerinde etkili olduğunu düşünüyorsanız belirsizlik hesaplamalarına katabilirsiniz.
Mekanik ayarlamalı pistonlu hacim ölçerlerde biliyorsunuz bazen numerik değerler biraz geçmiş veya biraz geride kalmış gibi görünebiliyor. Her iki pozisyonda ölçüp birde tam doğru iken ölçümler alınabilir ve istatistiksel olarak cihazın bu konudaki performansı ortaya çıkarılabilir. Eğer bir handikap görülürse, belirsizlik bileşeni olarak bütçeye ilave edilebilir. Bütçeye ilave ederken dokümandaki 14 numaralı formül kullanılabilir. Bu formüldeki payda değeri neden kök 12 derseniz, –ai ve +ai değerlendirmelerinden dolayı dikdörtgensel bir dağılım söz konusu olduğu içindir.(bknz 6.1 maddesi)
Elektronik göstergeli pistonlu hacim ölçerler için de durum aynıdır; Ölçümler çıktı hacminin doğrudan okunmasına bağlı olduğunda, örneğin, büret; Bu belirsizlik bileşeni bütçeye ilave edilebilir. Yani okuma hatası deyin, yuvarlama hatası deyin, çözünürlük deyin hepsi aynı anlama gelir. Ekranda 100 gördüğünüz değer belki de 99,6 dır. Belki de 100,4 dür. Atıyorum, 1 mikrolitre okunabilirliğe sahip bir cihazda siz ekranda 100 görüyorsunuz ama aslında okuma hatası yapıyor olabilirsiniz! Ama yeni metrolojik yaklaşımlarda bu hatanın iki kere yapıldığını hatırlatmak isterim (Boşta ve yükte)
Gelelim bu belirsizlikler en iyi belirsizlik bütçelerinde gösterilecek mi?
Öncelikle şunu söylemeliyim; 20461 de verilen bütçe örnek bir bütçedir. Örnek olarak ele alınan pipet, mekanik set etme özelliğine sahip bir cihazdır ve bu tür etkilerin önemsiz olduğu değerlendirilmekte ve bütçede dikkat ederseniz boş bırakılmış veya N/A ifadesi ile uygulanabilir bulunmamıştır. (Bknz. Tablo 1 Resolution)
En iyi belirsizlik çalışmalarında ne tür bir cihaz üzerinden gidildiği ve hangi etkilerin dikkate alınması gerektiği önemli bir husustur. Belki en iyi belirsizlik çalışmalarında mekanik bir hacim ölçer üzerinden gidilmiştir.
Ancak uygulamalarda elektronik göstergeli bir hacim ölçer cihazının kalibrasyonu yapılıyordur ve okuma hatalarının belirsizliğe intikal ettirilmesi gerekiyordur. Bu yüzden laboratuvar, uygulamalarda bu tür etkilerin anlık hesaplanması için şablonlarında veya programlarında önlemler almış olması beklenir!
Velhasıl, En iyi belirsizlik hesaplamaları ayrı, rutin uygulamalarda anlık hesaplanan belirsizlikler ayrıdır. Akreditasyon kurumuna beyan edilen belirsizlik değerinin altında belirsizlik vermenin mümkün olmadığını hatırlatmak isterim...
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #UME #accreditation #uncertainty #metrologia #metrologiya #ISO17025 #türkak #turkak #PTB #BIPM #OIML #kalite #Metrolog #Metrologist #Metrolojist #volume #pipette #hacim
Kasım 2023
-
PTB' de doktora eğitimi Open or Close
PTB, ulusal ve uluslararası üniversiteler ile araştırma ve öğretimde çeşitli şekillerde işbirliği yapmaktadır . Ortak üniversitelerle birlikte PTB'nin geniş faaliyet yelpazesine öğrencilere geniş imkânlar sunulmaktadir. (eğitim, lisans, yüksek lisans programları, doktora )
Sadece öğrenci çalışmalarının alanında olduğu gibi PTB birçok alanda doktora araştırma konularını sunmaktadır (örn. Fizik, elektrik mühendisliği, makine mühendisliği, malzeme bilimi, kimya, matematik, tıp, fizik ve emniyet teknolojisi gibi)PTB'de 150'den fazla doktora öğrencisi vardır ve bunlar metrolojik ilerlemeye ve dolayısıyla PTB'nin başarısına önemli katkılarda bulunmaktadır.
20'den fazla PTB çalışanı, ortak öğretim üyeleri, üniversiteler ve meslek yüksek okulları da dahil olmak üzere öğretim faaliyetleri yoluyla bilgilerini aktarmaktadır.Almanya Ulusal duzeyde ve Avrupa duzeyinde araştırma projelerinde çok sayıda ortak çalışmanın yanı sıra, çeşitli, daha geniş ve uzun vadeli araştırma işbirliği de vardır. Örneğin (NAGA) PTB, TU Braunschweig, TU Clausthal, LU Hannover ve DLR "Aşağı Saksonya Derneği Akustik" kuruluşları ile birlikte akustik ve dinamik alanında araştırma ve öğretim çalışmaları devam etmektedir.
Oktay Tamer DOĞAN
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle #measurement #messunsicherheit#messen

-
REFERANS TORK CİHAZI İÇİN ŞARTLAR; (ISO 6789-2) Open or Close
►Her bir hedef değerde, ölçüm cihazının göreceli belirsizlik aralığı W'md, tork aletinin beklenen maksimum bağıl belirsizlik aralığının (W ') 1 / 4'ünü aşmamalıdır. (örneğin ISO 6789-1 tolerans limiti %6 olan bir tork el aletinin kalibrasyonunu yapabilmek için referans tork sisteminin sahip olması gereken ölçüm belirsizliği aralığı maksimum %1,5 olmalıdır. Ancak unutulmamalı; belirsizlik değeri değil, belirsizlik aralığı dikkatealınmalıdır.
►Ölçüm cihazı, ISO / IEC 17025 gerekliliklerini karşılayan bir laboratuvarda verilen geçerli bir kalibrasyon sertifikasına sahip olmalıdır. Alternatif olarak, ölçüm cihazı, ulusal ölçüm standardını koruyan bir laboratuvarda kalibre edilmelidir.
►Kullanıcı bir kontrol prosedürünü kullanmazsa, kalibrasyonlar arasındaki maksimum aralık 24 aylık bir süre olacaktır.
►Ölçüm cihazı, TE'nin (maksimum kapasite) % 20'sinden daha büyük bir aşırı yüke maruz kalırsa, bir onarım gerçekleştirildikten sonra veya ölçüm belirsizliğini etkileyebilecek uygun olmayan bir kullanım sonrasında yeniden kalibre edilmelidir.Oktay Tamer DOĞAN (06.05.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung#calibration #SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume#denetim #laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit#basınç #sıcaklık #hacim #kuvvet #terazi #tork #kütle #measurement#messunsicherheit #messen.

-
Salise Open or Close
Bazen kronometre ile zaman ölçülürken yanlış ölçü birimi kullanarak zaman değerinin ifade edildiğine şahit oluyoruz.
Kronometrenin en sağdaki iki küçük dijiti, yani şu jet hızıyla hareket eden dijitleri "salise" olarak adlandırıldığı örnekler karşımıza çıkıyor. halbuki, en sağdaki dijitler "ms" den başkası değildir. yani temel birim olan saniyenin binde biridir. Ancak piyasada satılan birçok kronometrenin çözünürlüğü 10 ms olarak yani 1/100 saniye olarak üretilmiştir. 10 ms okuma kabiliyetinden dolayı bu rakamları yorumlarken yanına bir sıfır koyarak değerlendirmeliyiz. örnekler;
görseldeki 40:00.05 ölçüsündeki 05 değeri aslında 50 ms dir.
02:11.26 ölçüsündeki 26 değeri aslında 260 ms dir. son hane 99 olduğunda aslında 990 ms demektir.990 dan sonraki 10 ms artış ile beraber 1 s tamamlanmış olacaktır. (1 s = 1000 ms)
En sağındaki dijitlerin üç haneli olduğu kronometreler zaten 1/1000 okuma kabiliyetine sahip oldukları için okurken direkt ms olarak okuyabiliriz. örneğin 01:00.005 ölçüsündeki 5 değeri 5 ms anlamına gelmektedir. bu tip kronometreler genelde spor müsabakalarında ve metroloji alanında referans cihaz olarak kullanılmaktadır. Salise olarak adlandırılan birim ise, "SI" birimler sisteminde olmayan ve saniyenin 1/60 biri olan birimdir. bu birim sayısal göstergeli kronometrelerde kullanılmayan bir birimdir.Oktay Tamer DOĞAN (09.03.2017)

-
Sensör bilgileri Open or Close
Sensörü ve göstergesi birlikte kalibre edilen bir cihaz için sertifikada sadece gösterge veya sadece sensör bilgilerini (marka, model, seri No) vermek doğru bir yaklaşım olmayabilir. Her iki cihazın bilgilerinin de sertifikada verilmesi uygun olur. Örneğin; Gösterge Marka: …../Sensör marka…. Gösterge model:…../Sensör model…. Gösterge seri No:…./Sensör seri No:…. Vb. Ayrıca seri numarası ile diğer numaralar birbirine karıştırılmamalı. Seri numarası yerine bir başka numara verilmiş olabilir!
-
Shoremetre Open or Close
Shoremetre kalibrasyonları veya verifikasyonları için yanlış bilinen bir hususu gündeme getirmek istiyorum;
1/5 oranında daha iyi belirsizlik verme diye bir şey yok!
Bu oran sadece referans cihazların belirsizliği için belirtilen bir gereklilik.
örneğin Shore A için uç kalınlığı 0,79 mm olması lazım. Bu ucun ölçümünde ister kalibrasyon yapıyor olun , ister verifikasyon yapıyor olun, 0,01 mm doğruluk ile ölçüm yapmalısınız. İşte standart (ISO 48-9) bu ölçümü yapacak olan cihazın 1/5 oranında yani, 0,002 mm belirsizliğe sahip olması gerekir diyor. Zaten referans cihazın belirsizliği 1/5 olacak ki, 1/3 oranında belirsizlik hesaplayabilesin!
Daha önce shore konusunda paylaştığım makale linkini veriyorum. Doğruluk ve belirsizlik ilişkisine bir göz atmakta fayda var;
https://www.facebook.com/.../pb.../7260096077398427/...
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #ume #accreditation #uncertainty #ILAC #metrologia #metrologiya #ISO17025 #türkak #IAF #DKD #PTB #VDI #IEC #BIPM #oiml #ISO #kalite #Metrolog #shore #sertlik
Aralık 2022 OTD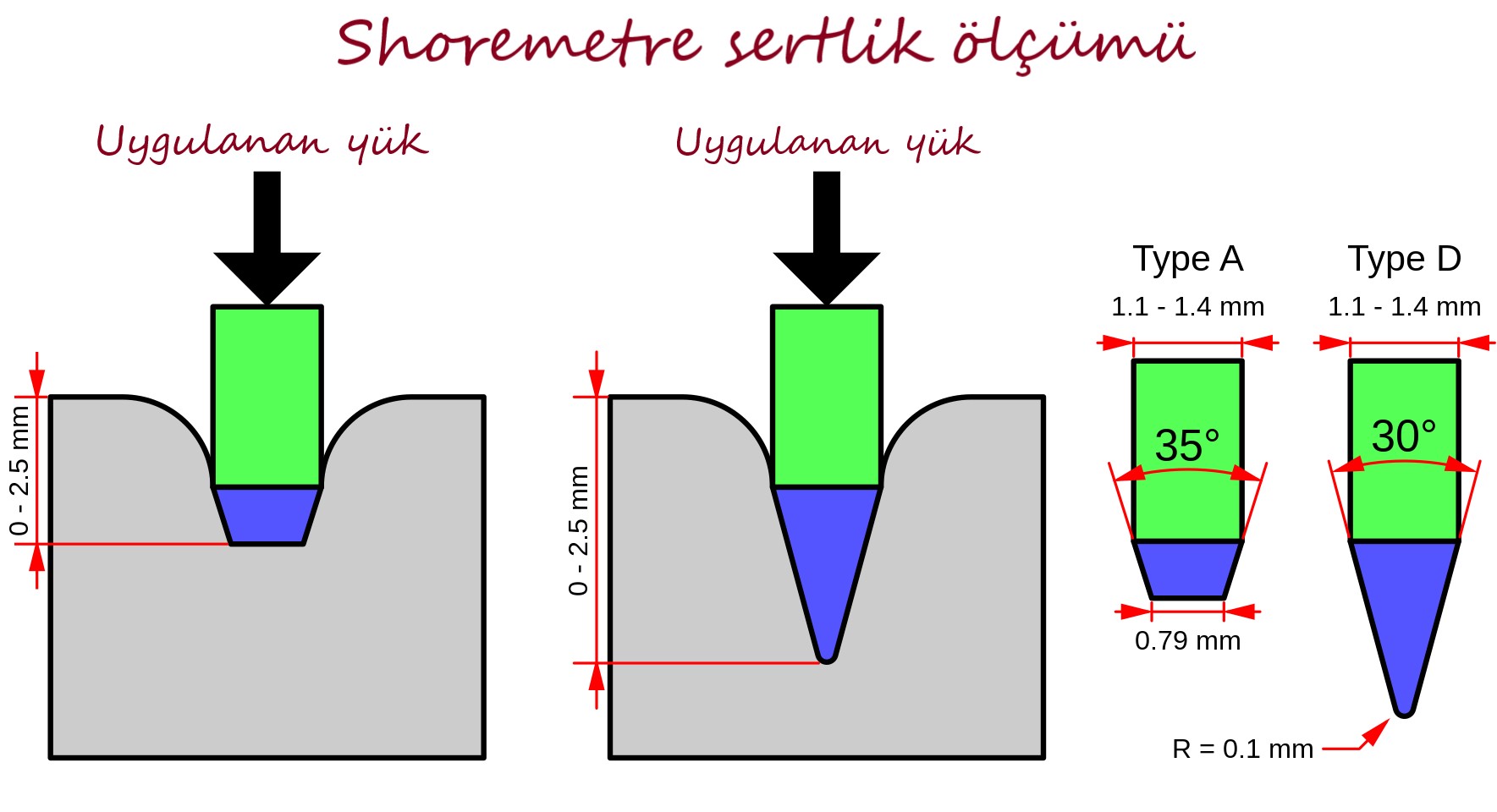
-
Shoremetre standardı Open or Close
Kalibrasyon laboratuvarları tarafından sıklıkla kullanıldığına şahit olduğumuz ISO 868 aslında bir kalibrasyon standardı olmayıp,Shoremetrenin üretim standardı olarak shore deney metotlarını tarif etmektedir. Kalibrasyon ve doğrulama için kullanılması gereken standart ISO 18898 dir. Bu standart tüm Shore tiplerinden bahsetmektedir. Son versiyonu Şubat 2016 olarak yayındadır.
Oktay Tamer DOĞAN ( 21.12.2018 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle

-
Sinüs cetveli ile açı ölçümü Open or Close
Sinüs cetveliniz ve paralel blok mastarınız varsa, referans açı değeri oluşturabilirsiniz;Sinüs cetveli, kromlu çelikten dengeli olarak yapılmış ve yüzeyleri çok hassas olarak işlenmiş bir çubuk olup merkezler arasındaki uzaklığı 100 mm ( bazı sinüs cetvellerinde 200 mm ) olan iki silindir arasına oturtulmuştur.
Sinüs cetvellerinin kullanılma yöntemi, dik üçgendeki trigonometrik bağlantılara dayanır. Dik üçgende bir açının sinüsü; karşı dik kenarın hipotenüse oranıdır. Bu nedenle bütün ölçmelerde sinüs cetveli, ( L ) hipotenüsünü oluşturur. Ölçü mastarları ise ( H-h ) dik kenarını oluşturur. Sinüs cetvelinin uzunluğu ve ölçü mastarlarının değeri bilindiği için dik üçgenin (L) hipotenüsü ve (H-h) dik kenarı biliniyor demektir. Bu durumda dik üçgendeki sinüs teoremine göre:Sin a = h/L bulunur. Burada, h: paralel blok mastarın boyu (mm) L: Sinüs cetvelinin boyu (mm)
Bu formülden yola çıkarak açı değerini Derece olarak elde etmek için excel'de şu fonksiyonu kullanabilirsiniz; = DERECE(ASİN(h/L)) (Formüldeki ASİN anlamı: Bir sayının arksinüsünü veya ters sinüsünü verir. Arksinüs, sinüsü sayı olan açıdır. Açı -pi/2 ile pi/2 aralığında radyan cinsinden verilir.) Bir örnek verecek olursak; 200 mm lik bir sinüs cetvelimiz var. 100 mm lik bir paralel blok mastarımız var. Tabiki bir de düzlemselliğinden emin olduğumuz bir pleytimiz olduğunu düşünürsek, şekilde gösterildiği gibi hipotenüs oluşturduğumuzda formülümüz; DERECE(ASİN(100/200)) sayesinde 30° lik bir açı oluşturmuş oluruz.Sinüs barı belirsizliğini, paralel blok mastar belirsizliğini, pleyt belirsizliğini, sıcaklık etkisini ve operatör hatalarını hesaba katmayı unutmayınız.
Oktay Tamer DOĞAN
(04.02.2018)#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM#ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği#uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle#measurement #messunsicherheit#messen

-
Sıcaklık alanında "Kalay sabit noktası" ölçümü Open or Close
Bir başka uluslararası karşılaştırma sonucu; Sıcaklık alanında "Kalay sabit noktası" ölçümü. (Tebrikler Türkiye)
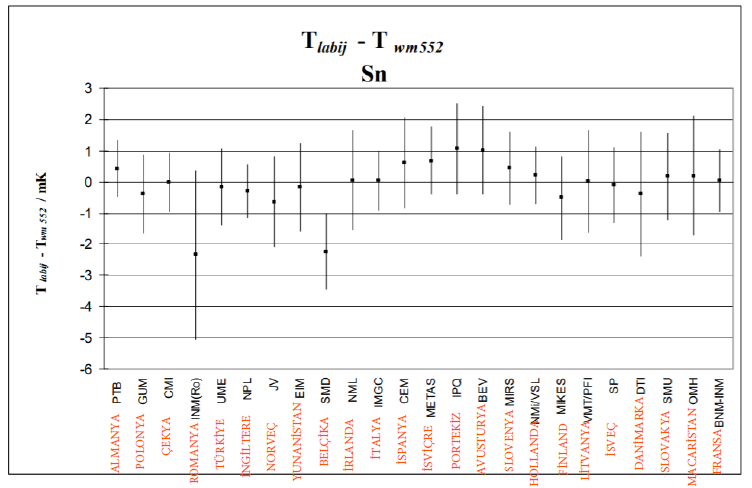
-
Sıcaklık göstergesi Open or Close
Kalibrasyon laboratuvarlarının Sıcaklık göstergesi kalibrasyonunda beyan ettikleri belirsizlik otomatik kompanzasyona göre mi hazırlandı yoksa buz noktası esas alınarak mı hesaplandı denetçi bu konuya dikkat etmelidir. Eğer CMC değerleri buz noktasına göre ise uygulamada otomatik kompanzasyon tercih edildiğinde belirsizlik parametreleri değişiyor mu, denetçi incelemelidir. Yapılan örnek kalibrasyonlarda hesaplanan belirsizliğe bakılmalıdır. Bu arada şunu da söylemeliyim kalibrasyonda kompanzasyon işleminin nasıl olacağı müşteri ile öncesinden anlaşılmalıdır. Bir kalibrasyon laboratuvarı Sıcaklık göstergesini kalibre ederken hangi konumda kalibrasyon yaptığını sertifikada belirtmelidir. Kompanzasyon otomatik mi yapıldı yoksa Buz noktası ile mi?
Eylül 2025 -
Sıcaklık kontrollü hacimlerde sıcaklık dağılımı için yapılan kalibrasyon işlemleri Open or Close
Sıcaklık kontrollü hacimlerde sıcaklık dağılımı için yapılan kalibrasyon işlemlerinde Radyasyon (ışıma) etkisi konusunda sektörde oldukça fazla bilgi kirliliği mevcuttur.
Evet doğru, Işıma etkisi 50 ºC den küçük sıcaklıklarda ihmal edilebilecek düzeydedir. Ancak bu etkinin en fazla 0,3 K olabileceği ve en iyi ihtimal ile belirsizlik hesaplamalarında bu değerin kullanılması gerektiği Dakks DKD R5-7 rehber dokümanında belirtilmektedir. En iyi belirsizlik bütçelerimizde 0,3 K kadar bir belirsizlik değeri dikdörtgensel dağılım uygulanarak bütçeye ilave edilir. (90 °C' a kadar olan kabinler için örneğin inkübatör) Ancak aynı zamanda Euramet cg-20 rehber dokümanında da 150 °C sıcaklıkları üzerinde bir kaç K sıcaklığa kadar farklar oluşabileceği ifade edilmektedir. Bu yüzden 150 °C sıcaklıkların üstü için hesaplanacak ışıma etkisi belirsizliğinin daha gerçekçi değerler olması beklenir. Metot olarak Dakks DKD R5-7 de bahsedilen yöntemler kullanılarak ışıma etkisi belirsizliği hesaplanabilir.
Işıma etkisi için DKD dokümanında anlatılan metotlardan başlıca olan iki metottan bahsetmek istiyorum;Dakks DKD R 5-7 rehber dokümanında ışıma etkisi için anlatılan 1. Metot içeriğinde bu etkiyi ölçmek için emissivite değeri farklı olan iki adet sensörün kabin merkezinde aynı noktayı ölçecek şekilde monte edileceği, sensörlerden birisinin emissivite değeri düşük olması gerektiği belirtilmektedir. Örneğin; ε < 0,15 olacak şekilde nikel bir yüzeye sahip sensör kullanılır. Diğer yanındaki sensör ise daha yüksek bir emissivite değerine sahip bir yüzeye sahip olmalıdır. Örneğin; ε > 0,6 değerini sağlayacak teflon malzeme ile kaplanmış bir sensör ucu veya siyah renkli bir makaron kaplanmış sensör ucu olabilir. Sensörler arasındaki ölçülen mutlak sıcaklık farkının %20 si dikkate alınarak hesaplanmaktadır.
Bir diğer yöntem de sensörlerden bir tanesinin kabin içindeki iç duvara temas ettirilerek merkezde yerleştirilmiş sensör ile arasındaki sıcaklık farkını dikkate almak sureti ile kullanılabilecek bir yöntemdir. Bu yöntem daha çok yüksek sıcaklıklar için daha uygulanabilir görülmektedir. Belirsizlik hesaplaması için kullanılacak formülleri ekte görsel olarak veriyorum...Oktay Tamer DOĞAN ( ( 26.10.2017)

-
Sıcaklık kontrollü hacimlerin kalibrasyonunda Euramet cg-20 ve EN 60068 standartlarına göre dikkat edilmesi gereken bazı hususlar; Open or Close
1.hacmi 2000 L den küçük olan kabinlerde 9 adet sensör yerleştirilmelidir. 2000 L den büyük olan hacimlerde ise, 15 sensör ile ölçümler alınmalıdır.
2. Ölçümler, set değerinin stabil hale gelmesinden sonra 30 dakika boyunca dakikada 1 kez olacak şekilde her bir sensörden kayıt alınarak yapılmalıdır.
3.Ölçümlerin hangi ortamda alındığı sertifika da belirtilmelidir. (sıvı, hava)
4.Kalibrasyon esnasında Kabinin boş veya dolu olup olmadığı, eğer dolu ise % kaç dolulukta olduğu gibi bilgiler sertifikada verilmelidir.Gerektiğinde doluluktan kaynaklanan ölçüm belirsizliği tespit edilmelidir.
5.Kabin geometrik ölçümleri sertifikada verilmelidir (yükseklik, derinlik, genişlik)
6.Müşteri isteğine göre Kalibrasyon tek bir sensör ile yapılıyorsa, sensörün yerleştirildiği bölge sertifikada net olarak çizim ile gösterilmelidir. Daha da önemlisi, Kalibrasyonun müşteri isteğine göre tek noktada yapıldığı, sertifikada verilen sapma ve ölçüm belirsizliği değerlerinin sadece bu bölgeyi kapsadığı, Kabin hacminin tamamını içermeyeceği hakkında bilgiler sertifikada mutlaka verilmelidir.
7.Ölçüm belirsizliği hesaplamalarında Referans cihazın tekrarlanabilirlik ve Histerezis performansından kaynaklanacak belirsizliklerin bileşen olarak bütçede yer alması sağlanmalıdır.
Bu iki performansı tespit etmeyen laboratuvarlar mevcuttur. bu yüzden kalibrasyona göndermeden önce teknik şartnamelere bu iki parametre eklenmelidir.
8.Referans Cihaz yeni dahi alınmış olsa da, drift etkisi mutlaka tahmin edilip belirsizlik bütçesinde verilmelidir.
9.Referans cihazın otomatik kompanzasyon işlemi çevre sıcaklığına bağlı olduğu için, çevre etkisi analizleri yapılarak cihazın bu konudaki başarısının Ölçüm belirsizliğine etki ettirilmesi gerekmektedir.
10.Referans cihazın sapmalarına bağlı olarak doğrusallık performansı ortaya çıkarılıp ölçüm belirsizliğine etki ettirilmesi gerekmektedir.
11.Test cihazı için çözünürlük belirsizliği hesaplaması yapılmasına gerek yoktur. Ancak, referans cihazın çözünürlük etkisi belirsizliğe dahil ettirilmelidir.
12.Kabin içindeki sıcaklık homojenitesi, 9 adet sensörden her bir dakikada alınan ölçümlerin standart sapmasını alarak tespit edilmelidir. 30 adet standart sapma dan hangisi en büyüğü ise, Homojenite (gradyan) belirsizliği odur. Bütçeye Normal dağılım ve payda 1 olarak entegre edilmelidir.
13.Kabin sıcaklık stabilitesi (Sıcaklık dalgalanması) tespiti ise, her bir probdan alınan 30 adet ölçümden her bir prob için standart sapmaları tespit edilip en büyüğünü bütçeye normal dağılım ve payda 1 olacak şekilde entegre edilmelidir.
14.Tüm ortalama belirsizliği;
kabin içindeki 9 adet sensörün 30 dakika boyunca dakikada bir aldığı tüm ölçümlerin standart sapması alınır ve kök n sayısına bölünerek bütçeye direkt aktarılır. yani 9 prob x 30 adet ölçüm = 270 adet ölçüm yapar. bu 270 ölçümün std sapması kök 270 e bölünerek "Tüm ortalama belirsizliği" tespit edilmiş olur.
15. Işıma etkisi için Dakks DKD R5-7 dokümanından faydalanarak belirsizlik hesaplanmalıdır. 50 °C dan daha küçük değerler için ışıma etkisi ihmal edilebilir. Daha yukarı değerler için farklı metotlar dokümanda anlatılmıştır. Bu etkinin nasıl hesaplanacağı ile ilgili daha önceki paylaşımlarımda bilgiler bulabilirsiniz.Oktay Tamer DOĞAN ( 10.01.2018) -
Sıcaklık temel birimi "K" ile ilgili değişikliklerde son adımlar Open or Close
PTB'de Boltzmann sabiti "k" için Dielektrik sabiti gaz termometresi ile ilk ölçümler yaklaşık 8 ppm belirsizlikle 1,380655 · 10E-23 J / K bir değer göstermiştir. Önümüzdeki iki yıl içinde, doğru son adımlar atılarak 2 ppm istenen belirsizliği elde etmek ve böylece "k" doğal sabiti belirlenmesi ile ilgili kelvin biriminin yeniden tanımlanması hedeflenmektedir...

-
SRM Open or Close
SRM ; Ülkemiz metroloji camiasında "Sertifikalı referans malzeme" olarak tanımlanmaktadır. Aynı kısaltma uluslararası metroloji camiasında ise NIST tarafindan üretilen sertifikalı referans malzemeleri tanımlamak için kullanılmaktadır. Açılımı şu şekildedir;
"Standard Reference Material"SRM kullanımında güvenilirliği sağlamanın en önemli yolu , Üreticinin akredite kuruluş olmasıdır. Akreditasyon guide 34 veya İSO 17034 standardına göre olmalıdır.Güvenilir bir SRM de olmazsa olmaz kriterler;
 ▪ Metrolojik izlenebilirligin kanıtı ▪ Verilen değerlerin belirsizliği ▪ malzemenin karekterizasyon bilgileri kararlılığı, homojenligi vb.
▪ Metrolojik izlenebilirligin kanıtı ▪ Verilen değerlerin belirsizliği ▪ malzemenin karekterizasyon bilgileri kararlılığı, homojenligi vb.Oktay Tamer DOĞAN ( 16.12.2017 )
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration#SI #AKM #ANTALYA #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç #sıcaklık#hacim #kuvvet #terazi #tork #kütle

-
Suyun üçlü noktası Open or Close
Suyun üçlü noktası hazırlanması hakkında NIST görseli (kuru buz metodu) lütfen ses açık olarak izleyiniz...
-
Temel SI birimleri ve tanımları Open or Close

-
Terazi kalibrasyonu (Global belirsizlik) Open or Close
Terazi kalibrasyonu Türkak denetçileri tarafından alınmış olan prensip kararları doğrultusunda "Global belirsizlik" konusu;
Euramet cg.18 dokümanı belirsizlik hesaplamalarında madde 7.3 dahil mecburi olarak hesaplanmalıdır. 7.4 maddesi ve sonrası global belirsizliğe girmektedir ve sertifikada hesaplanan belirsizliklere katılmamalıdır. Müşteri talebi olduğunda,kalibrasyon sertifikasının bir parçası olmayan ayrı bir rapor vb. şeklinde verilmelidir.
Bu nedenle laboratuvarların teknik dokümanlarında, talimatlarda hesaplanmalı ancak, sertifikalarda hesaplanan belirsizliklere katılmamalıdır (8.bölüm sertifika formatın ölçüm belirsizliği tablosunda bu bölüm opsiyonel belirlenmiştir.) -
Terazi kalibrasyonu hakkında Open or Close
• Terazilerde TS EN 45501 standardına göre minimum değer belirlenirken çizelge 3 te yer alan "e" değerleri yerine "d" değeri dikkate alınmalıdır. Örneğin, 200 g kapasiteli 0,1 mg "d" değeri olan bir terazinin minimum değeri; 100 e değil, 100 d olmalıdır. yani, (100 · 0,0001 g = 0,01 g = 10 mg) olacaktır.
• Ayrıca terazilerin üzerinde "e" değeri belirtilmemiş ise e=d kuralı uygulanır şeklinde ilk UME tarafından eğitim dokümanlarında verilen bilgi, aslında çok doğru bir yöntem değildir. Zira ekte görselde göreceğiniz üzere EN 45501 standardında "e" değeri her zaman "d" değerinden büyüktür , şeklinde ifade edilmiştir.
Peki kalibrasyon laboratuvarları EN 45501 standardına göre uygunluk değerlendirmesi yapmak durumunda kaldıklarında ne yapacaklar?
Bugün yaşadığım bir örnek durumu paylaşmak istiyorum;
6000 g kapasiteli ve "d" değeri 0,01 g olan bir terazinin "e" değeri nedir diye açtım üreticiye telefonu ve "e" değerinin 0,1 g olduğunu öğrendim. Gerekli hallerde üreticiden bu bilginin alınması en doğrusu olacaktır.• Bu durumda terazi kalibrasyonunda hangi sınıf kütle kullanılması gerektiği konusunda "d" değeri mi, yoksa "e" değerinin mi dikkate alınması gerektiği hususu da tartışmaya açık bir konudur diye düşünüyorum...
Oktay Tamer DOĞAN (03.06.2017)


-
Terazi kalibrasyonunda doğrusallık testi Open or Close
Terazi kalibrasyonunda doğrusallık testi
• Terazi kalibrasyonunda doğrusallık testi için ölçüm noktalarını belli bir ölçüm aralığı için müşteri kendisi belirleyip talep edebilir. Euramet cg-18 v-04 rehber dokümanında bu husus ifade edilmiştir.
• Ancak belirlenen ölçüm aralığında dikkat edilmesi gereken konu, minimum değer ile maksimum değer arasındaki yüklerin adil bir şekilde dağıtılmış olmasıdır. Euramet cg-18 v-04 rehber dokümanında doğrusallık testi için verilen 5 nokta ve 11 nokta metotları bu dağıtıma örnek olarak verilmiştir. Zorunlu olarak uyulması gerekir diye bir husus yoktur. Ancak bir laboratuvar prosedüründe müşteri isteği konusunu ele almamış ise, o halde Euramet cg-18 rehber dokümanındaki örnek verilen doğrusallık testlerini uygulamalıdır. Bu test için yükler arasındaki izin verilen maksimum fark değerlerine ve ayrıca sıralama yapıldığında hedeflenen ölçüm noktaları küsüratlı çıktığında hedeflenen değerden sapmanın ne kadar olacağına Euramet cg 18 rehber dokümanına göre uyulmalıdır.
• Kalibrasyon doğrusallık testi, müşteri isteğine göre belirli bir ölçüm aralığı içinde yapıldığı durumlarda bile müşterinin istediği ölçüm aralığının bir minimum değeri ve maksimum değeri belirlenmeli ve diğer testler (köşe ve tekrarlama) buna göre yapılmalıdır.
• Ayrıca müşteri isterse doğrusallık testi tek bir noktada da yapılabilir. Evet, yanlış duymadınız. Tek noktada yapılabilir. Ancak burada önemli olan müşterinin istediği tek noktanın 0,15 max üstü ve 0,15 max altı olan değerleri de sertifikada vermelisiniz. Alttaki değer minimum yerine, üstteki değer ise maksimum yerine kullanılıp diğer testler buna göre yapılacaktır.Oktay Tamer DOĞAN ( 29.05.2018)
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung#calibration #SI #Ölçüm #türkak #akreditasyon #ume #denetim#laboratuvar #ölçümbelirsizliği #uncertainty #unsicherheit #basınç#sıcaklık #hacim #kuvvet #terazi #tork #kütle #measurement#messunsicherheit #messen.

-
Terazilerde beyan edilen hatalı kapsamlar Open or Close
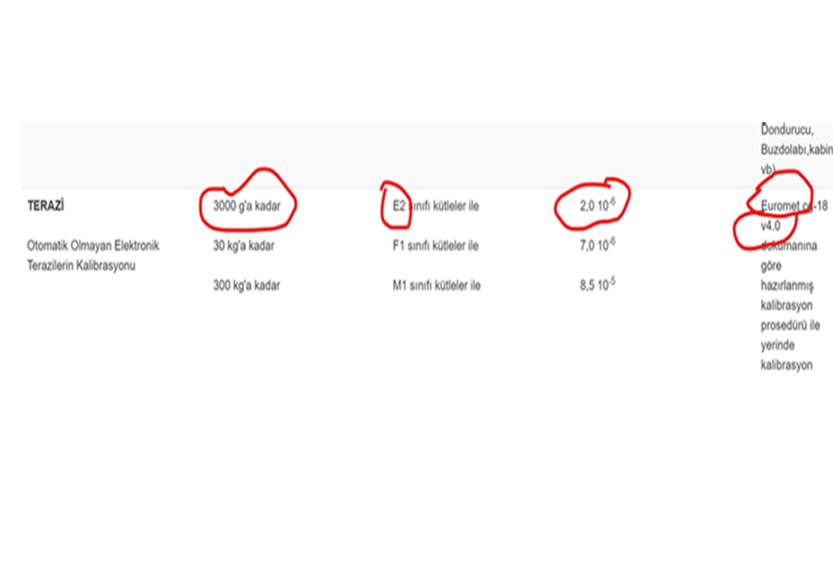
Şubat 2024
Kalibrasyon laboratuvarlarında Ölçüm Belirsizliğinin teraziler için y=ax+b şeklinde beyan edilmesi gerektiği hususu daha önceki denetçi paylaşım toplantılarında prensip kararı olarak alınmıştı. Ancak aradan uzun zaman geçmesine rağmen bu konuda hatalı kapsamlar beyan edilmeye devam ediliyor maalesef! Görselde örnek verildiği gibi; Akredite bir laboratuvar 0,001 g değeri için 2E-06 (CMC) belirsizlik beyan etmekte. Çıkan sonuç 2E-09 olur. Yani 2 ng yapar. Oysa Standartta 0,001 g toleransı e1 için bile 3 µg dır. Kütlenin toleransından bile daha küçük belirsizlik, terazi için beyan edilmektedir.
Ayrıca bu örnek kapsamda başka göze çarpan hususlar da var aşağıda belirtilmiştir;
(Kapsam rastgele seçilmiştir şu anda bile hangi firmaya ait olduğunu hatırlamıyorum. Önemli olan hangi firmaya ait olduğu değildir. Bunlar genel sorunlardır)
• A’ kadar şeklinde ifadeler yerine Türkak R 20-26 rehber dokümanına uygun olarak, Ölçüm aralığının eşitsizlik şeklinde verilmesi daha uygun olacaktır. Yani örneğin; 0,001 g ≤ m ≤ 500 g gibi…
• Kütle sınıfları OIML R 111 standardına uygun olarak, alt indis şeklinde ifade edilmelidir!
• Euromet değil Euramet olmalıdır. Burada belki sehven yazılmış olabilir ancak hem Euromet, hem de Euramet kuruluşları aktif olarak hizmet vermektedirler. Yanlış anlamalara sebebiyet verebileceği için dikkatli olunmalıdır.
• Yöntem revizyon sayılarının kapsamlarda verilmeyeceği konusunda daha önceki denetçi toplantılarında hemfikir olunarak, bu husus kayda alınmıştı. Belki burada gözden kaçmıştır ama dikkatli olmakta fayda vardır. Burada yöntemin revizyon sayısı V 04 olarak verilmiş. Peki kapsamın yayımlanması ile beraber hemen ertesi gün V 05 çıkarsa Müşteri Kalibrasyon yaptırmak istemeyebilir. Siz eski yöntemi kullanıyorsunuz diyebilir...
#kalibrasyon #metroloji #metrologie #metrology #kalibrierung #calibration #akreditasyon #UME #accreditation #uncertainty #metrologia #metrologiya #ISO17025 #türkak #turkak #PTB #BIPM #OIML #kalite #Metrolog #Metrologist #Metrolojist




